Twi обучение на производстве как организовать самим. Что такое TWI — обучение? Обучение – это инвестиция
Теперь есть понимание и четкий план, как обучать сотрудника рабочим операциям. А карманная карточка, это очень удобно. Всегда можно посмотреть, чтобы не сбиться.
Сифаров Алексей Владимирович
ОАО «Муром», начальник цеха №1
Сначала было немного дискомфортно из-за аудио и видеозаписей в процессе обучения. Но мы понимаем, что тренироваться военным тоже лучше в плохую погоду, так как мы не знаем, в какую погоду произойдет бой!
Шишков Сергей Валерьевич
Предстоит большой объем совместной работы всего предприятия по созданию рабочих конспектов, но оно того стоит. Мы же сейчас занимаемся улучшениями. И это первое, что надо сделать. Мы облегчим работу действующим сотрудникам и будущему поколению. Мир изменился, и технологии обучения у нас тоже должны измениться.
Романенкова Татьяна Николаевна
ОАО «Муром», Директор по качеству
Делать мы это однозначно будем. Я бы сейчас собрал всех мастеров и руководителей, и провел им первые три урока как можно быстрее. Чтобы было у всех понимание одинаковое. Чтобы было осознание, зачем мы это делаем, причем на таких простых вещах, как работа с веревкой.
Кашапов Дамир Ринатович
ОАО «Муром», начальник цеха №5
Система очень интересная. Даст конкурентное преимущество, так как нам надо двигаться быстро, внедрять много новых технологий, удерживать персонал. Именно эта система позволит нам это делать с минимальными рисками и ошибками. А значит, и эффективность работы будет выше, и брака меньше. Особенно на участках проблемных, но в то же время стратегически важных.
Дмитриев Виктор Константинович
ОАО «Муром», мастер цеха №5
Мы немного растерялись, и даже понервничали, так как нам досталась задача создать учебный конспект по операции, которой мы не занимаемся. Это операция другого участка, не наша работа. Но, когда нам дали технологию, мы сходили в цех и пообщались с рабочими, посмотрели существующие на предприятии рабочие инструкции, нам стало понятно, как создавать конспект. А технологи и специалисты по безопасности добавили ключевые моменты. Теперь мы не просто конспекты написали, а сами эти операции знаем просто отлично.
Мокеев Сергей Николаевич
ОАО «Муром», лущильщик цеха №1
Я сам принимаю много лет подряд экзамены на аттестации. И только сейчас понимаю, что четко и глубоко информацию никто из рабочих не излагал. Просто, как правило, заучивали формулировки, но до конца не понимали для чего это надо, почему именно так, а не иначе надо работать – не было. А рабочий инструктаж дает возможность структурированно и последовательно запомнить действия внутри операции и самое главное, понять и осознать все ключевые моменты, соблюдение которых гарантирует качество продукции и соблюдение техники безопасности.
Добрыдень Александр Владимирович
ОАО «Муром», начальник цеха №4
Вот сейчас приходит сотрудник. Дали ему кучу инструкций, брошюр – иди, учи. Да, пособия у нас очень хорошие, с картинками, много расписаны. Но нет никакой фокусировки. Много – это в итоге ничего. А потом, кто с ним работает, как работает, кто и каким способом проверяет, усвоил он или нет. Не очень понятно. А здесь, за эти дни, я менеджер по персоналу, вообще ни с одной рабочей операцией не была знакома, я сейчас знаю, как сменить ножевой барабан, как поменять лампу на мачте. Когда меня вызвали учеником в процессе тренинга, было страшно, что я ничего не пойму и не запомню. Но у меня все получилось. Я сама себе не поверила. А значит, это работает. Мало того, я легко, хоть сейчас, без какой – либо подготовки могу обучить другого человека этим операциям. Здорово.
Соколова Елена Алексеевна
ОАО «Муром», специалист по работе с персоналом
Еще раз убеждаюсь, что во всем нужен системный подход. И обучение не исключение. Инструмент «Рабочий инструктаж» нам нужен, мы почувствовали его ценность. И быстро, и надежно, и осознанно. И не важно, кого обучаем, просто рабочего, мастера, руководителя, сотрудника ИТР. Инструмент работает одинаково хорошо и не зависит от уровня развития сотрудника.
Кочеткова Валентина Николаевна
ОАО «Муром», Зам. генерального директора по подготовке производства
От подготовки зависит результат. Год готовимся к празднику, и за один день он проходит. Так и здесь. Надо всей командой подходить к разработке конспектов для обучения, иначе этот процесс может затянуться. Использовать как общение с рабочими, так и уже имеющиеся рабочие инструкции, видео – записи. И четко соблюдать технологию.
Брагин Константин Александрович
ОАО «Муром», начальник цеха №12
Я поняла, что люди — то все хорошие, и все имеют способности к обучению. А если не запомнил, значит, это инструктор неправильно обучил. Ведь мы 20 часов занимались, 12 рабочих конспектов разработали, и друг друга им обучили. И ведь все смогли все запомнить, понять и воспроизвести, не смотря на то, что работаем в разных цехах, на разных участках. Это просто открытие. За счет разбивки на этапы и выделение ключевых моментов. Свое мастерство, как инструктора, необходимо оттачивать, и для этого нам в помощь карманная карточка «Рабочего инструктажа». Путь в тысячу миль начинается с первого шага. Надо работать начинать.
Горчакова Юлия Александровна
ОАО «Муром», технолог цеха №3
Смирнов Сергей Леонидович (Санкт-Петербург)
Генеральный директор "Национальный Центр Производительности", эксперт по вопросам повышения производительности труда, успешно внедривший проекты повышения эффективности на многих Российских предприятиях с численностью от 50 до 500 000 человек.
Эксперт TWI , прошедший индивидуальную подготовку по особенностям методики TWI обучения и подготовки тренеров-наставников у ведущего мирового специалиста TWI DONALD DINERO, удостоенного премии The Shingo Prize for Operational Excellence .Кандидат педагогических наук. Докторантура ВИПТШ. Магистр экономических наук, ЛГПИ. Имеет сертификаты ведущего аудитора ISO 9000 ; оптимизации производственных процессов REFA; MTM. Представитель MODAPTS в России-микроэлементное нормирование.
TWI подходит для любой сферы, где необходимо формировать трудовые навыки. Программы TWI сегодня успешно используются на предприятиях любого масштаба и в любых отраслях промышленности, так как позволяют выстроить систему обучения рабочих, которая бы отвечала самым современным требованиям качества и безопасности, а также была "заточена" под конкретные задачи предприятия.
Целевая аудитория : Семинар предназначен для руководителей HR- служб, служб по управлению персоналом, отделов обучения и развития персонала, отвечающих за профессиональную подготовку и кадровый резерв, директоров по производству, начальников цехов, мастеров.
Цель: Интеграция технологии TWI в стандарт обучения предприятия, улучшение системы входного обучения, адаптации и наставничества персонала на Вашем предприятии. Формирование навыков обучения на рабочем месте.Результаты тренинга для предприятия: Сотрудники, владеющие навыками рабочего инструктажа, умеющие применять навыки на рабочем месте.УГЛУБЛЕННЫЙ БАЗОВЫЙ УРОВЕНЬ
Сотрудники будут Знать:
- какое негативное воздействие оказывает неэффективное обучение на сферы производства, контроля качества, безопасности и снижения затрат
- насколько важно делить всю работу на маленькие этапы, прежде чем приступить к ней, а также важность практического обучения.
- как можно делить работу на этапы.
- эффективность четырехэтапного подхода к обучению.
- как подготовить план работы для базового рабочего инструктажа;Сотрудники будут Уметь:
- Применять четырехэтапный подход обучения к своей рабочей среде.
- Разбивать рабочий процесс на основные этапы
- Выделять ключевые моменты
- Проводить Подготовку к обучению
- Использовать Карманный конспект
- Разрабатывать план многофункциональной подготовки рабочих
Результаты, которые будут выражаться в работе
В результате полученных знаний и формирования навыков тренера улучшается качество обучения рабочим операциям, повышается производительность труда и качество продукции. Сокращается срок обучения.
Методические материалы для применения на предприятии:
Рабочие тетради
Формы Карманных карточек «Рабочий инструктаж»
Формы разбиения Работы на операции
Формы матрицы компетенций
Формы планирования профессиональной подготовки
Чек-лист проверки навыков инструктора
Программа тренинга:
1. Актуализация проблемы наставничества на предприятии и обучения на рабочем месте. Формирование понимания критериев эффективной системы обучения
2. Пять требований к лидеру
3. Техника неэффективного обучения
4. Правильный подход к обучению новых сотрудников. JI
- Производственный инструктаж
5. 4-х шаговый метод инструктажа
6. Отработка навыков проведения 4-х шагового инструктажа.
7. Анализ рабочих операций. Обучение разбивке рабочего процесса на этапы, ключевые моменты
8. Отработка навыков анализа рабочих операций участниками программы. Проведение демонстрационных занятий учащимися
9. Оценка функциональной обеспеченности производства. Схема рабочего процесса
10. Отработка навыка оценки функциональной обеспеченности производства (составление матрицы компетенций)
11. Разработка плана многофункциональной подготовки производственных рабочих. Формирование карманных конспектов
12. Отработка навыка проведения 4-х шагового инструктажа. Проведение демонстрационных занятий учащимися
13. Техника обучения в сложных ситуациях
14. Составление плана производственного обучения для своего подразделения
15. Проведение демонстрационных инструктажей участниками программы.
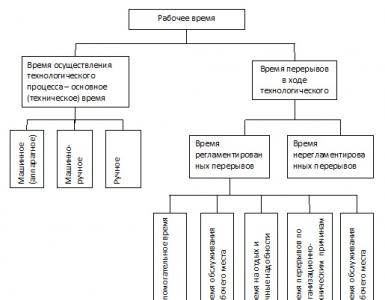
Обучение на производстве (Training Within Industry - TWI)
TWI (Training Within Industry) - методика, которая была разработана в Соединенных Штатах еще в середине прошлого века, стала одной из отправных точек для создания современных методов японского менеджмента.
Таблица ниже сравнивает эволюцию четырёх этапов подхода производственного обучения на протяжении всей их истории.
Что представляла собой TWI и почему она была образована?
TWI была одной из первых экстренных служб, организованных после падения Франции в июне 1940. По мере того, как война обострялась, силам союзников (включая тех, кто начал участвовать в войне до США) требовалось значительное военное обеспечение. Из-за этого во всех областях индустрии значительно вырос объем производства. Правительство США осознало всю ситуацию и начало принимать шаги, чтобы помочь удовлетворить необходимость в военной продукции. Многие компании получали огромные заказы на существующую и новую продукцию, что было им не всегда по силам. Также было очевидно, что если США начнут участвовать в войне, ситуация станет еще более критической. Служба TWI начала свою работу, чтобы поддержать рост производства и обеспечить соответствие предприятий тем серьёзным требованиям, которые были поставлены перед промышленностью. Основной упор был сделан на военных подрядчиков и других необходимых военных поставщиков, число которых продолжало расти.
TWI основала национальную сеть профессионалов в области промышленного производства, с тем, чтобы они обучили производителей военной продукции наиболее эффективным технологиям организации производства. Эта сеть состояла из добровольцев. Некоторые были заняты частично, некоторые работали на полной основе. Настоящая работа должна выполняться самим производством и внутри производства. Именно это положение было крайне важным для создания легитимной организации, которую примут производители. По этой же причине, TWI никогда насильно не вводилась на предприятии и работала только по приглашению руководства предприятия.
Результаты TWI
Эффективность службы TWI в ходе войны была поразительной. Отчет об обучении на производстве 1940-1945 предоставляет много подробностей результатов программ. Ниже представлена таблица результатов, собранных TWI за 7 различных периодов своей деятельности.

Число предприятий, на которых люди проходили пятидневное обучение, по два часа каждое занятие по каждой программе, было достаточно большим. Хотя число тех, кто посещал занятия, не обязательно напрямую указывает на результаты, это все же дает нам представление о масштабности распространения TWI. Этих результатов служба достигла за довольно короткое пятилетнее существование. Учитывая, что все программы сначала нужно было разработать и то, что служба начинала в качестве консультантов во время первого года существования, число, прошедших обучение работников впечатляет.
Методы работы
Задачей тренинга по методам работы являлось предоставление руководителям технологии, которая способствовала бы очевидным улучшениям на работе за счет применения практического подхода вместо технического. Благодаря применению такой философии мы имеем универсальную процедуру, которая может быть успешной во всех типах военных производственных предприятий.
Проникновение TWI в японскую индустрию
Проникновение TWI в японскую индустрию началось в конце Второй Мировой Войны. Во время оккупации Японии союзными войсками после окончания войны, у власти был генерал Дуглас МакАртур (Douglas MacArthur). Его оккупационные власти быстро осознали, что из-за предстоящего полного разрушения японской промышленной базы, велика вероятность гражданских волнений. Вместо наказания, как того ждали на западе, было решено заново перестроить японскую индустрию. Главной задачей перестройки было устранение милитаризма, который существовал до и во время войны и ввод демократической ориентаций в промышленности. Некоторые члены оккупации МакАртура знали о TWI и ее успехе в США. Они чувствовали, что TWI программы были именно тем, что нужно для перестройки индустрии и введении демократических принципов в Японии на национальном уровне. В книге Алана Робинсона «Корпоративное творчество», он обнародует памятку 1949 года, которая описывала ситуацию в Японии в то время:
Оккупационные власти предоставили Японии программы TWI. Ответственной за работу была назначена компания TWI Inc. из Кливленда, штат Огайо. Компанией управлял Лоуэлл Меллон, который являлся TWI-инструктором в США во время войны. Его работа заключалась в преподавании курсов в Японии и применении принципа мультипликативности. Меллон и три инструктора провели 6 месяцев, обучая 35 старших инструкторов и создавая базу для распространения принципа мультипликативности для усиления эффекта. Когда Меллон уехал, несколько правительственных агентств продолжили распространять TWI в японской индустрии. К 1995 году почти 100000 TWI-инструкторов получили документы об окончании обучения. Официальная цифра не отражает реальную ситуацию, потому что многие инструктора получили документы и вернулись в свои компании, чтобы организовать внутреннее обучение TWI-программам. Например, Тойота ввела TTWI, то есть «Обучение на производстве Тойота». Такахиро Фуджимото делает детальный анализ того, как система производства Тойота появилась в компании Тойота. Он отмечает влияние TWI на систему менеджмента Тойота:
Развитие руководителя
TWI также внедрила в японскую промышленность и способы работы с руководителями. Хотя руководители всегда играли и продолжают играть крайне важную роль в производстве, растущая роль команды и лидеров групп заставила TWI сконцентрироваться на взаимодействии между руководителем и оператором. Для тех, кто знаком с определяющей ролью лидеров команд в системе Тойота, связь с тренингами TWI вполне очевидна. Лидер команды играет роль инструктора, лидера, советника, заместителя, поверенного и реализатора в деле улучшений. Эти функции связаны с тремя рабочими программами и тем, чему они учили руководителей.
- Обучение рабочему инструктажу давало руководителям понимание важности правильной подготовки рабочей силы и тому, как нужно обеспечить такую подготовку.
- Обучение методам работы показывало, как создавать и внедрять идеи для постоянного улучшения.
- Тренинг по рабочим отношениям обучал лидерству и умению работать с людьми.
Методика составления схем рабочего процесса для проведения обучения
Начинайте с медленного и тщательного анализа каждой части работы, подробно записывая все, что должен делать рабочий, а также какую информацию он должен иметь на каждом этапе. Выполняйте это, используя следующие 9 шагов:
- Выделите последовательность работы.
- Опишите последовательность движений для повторяющихся частей операций.
- добавьте пункты по охране труда и технике безопасности.
- добавьте требования по качеству.
- добавьте записи по предотвращению брака.
- добавьте записи по показателям оценки работы.
- добавьте вспомогательную информацию.
- добавьте информацию по ожидаемой производительности.
- добавьте обучающие и учебные комментарии.
Вы не всегда будете проводить анализ по всем этим шагам. Это зависит от характера работы и от того, какие ожидания от тренинга. Но эти шаги показывают порядок (последовательность) в которой должен быть выполнен и описан полный анализ работы с точки зрения обучаемого.
Теперь опишем каждый из этих шагов более подробно.
Девять шагов в описании анализа работы.
Шаг 1. Последовательность работы. Перечислите все действия, которые необходимо выполнить, в том порядке, в котором вы будете их выполнять за работой. Опишите каждое действие в четкой последовательности, максимально конкретны и ясно. В первой попытке вы возможно упомяните только несколько основных операций, не упомянув детали. Позже вы обнаружите, что можете разбить каждую операцию на более мелкие части. Например, опытный рабочий, когда его назначили инструктором, попытался описать анализ работы, которой ему предстояло обучать. После двух часов работы он смог описать работу на полстраницы. Когда ему сказали, что такое схематическое описание анализа работы не очень поможет в обучении, он опять вернулся к работе. Вскоре он расширил эти записи за счет более детального анализа до целой страницы. К этому времени он начал рассматривать работу, как это делал бы обучающийся. Работая эпизодически над записями в течение нескольких дней, ему удалось сделать более детальный анализ операций и их частей, который составил уже несколько страниц. Если эта информация доступна, как это часто бывает, на производстве, используйте ее. Если вы думаете, что все знаете «из опыта», то вы можете пропустить некоторые мелкие детали о работе, которые не пропустить, если они четко описаны или прорисованы схематически. Поэтому рассматривайте всю имеющуюся на производстве информацию, включая чертежи, спецификации и т.п. Ну а в случае, если этого ничего нет, то разрабатывайте все сами, исходя из самой выполняемой работы, как это описано выше.
Не считайте себя обязанными писать старательно с качеством машинописи, особенно вначале. Форма не настолько важна, насколько важен сам факт того, что вы делаете анализ работы. Ваши записи в их первоначальном виде, прямо как вы их сделали карандашом, значительно лучше, чем отсутствие письменного анализа работы вообще. Начните их использовать в этом виде сразу же, как приступили к обучению, держа их под рукой и добавляя детали время от времени. Мы приводим две схемы ведения записей, которые разные инструктора нашли удобными для себя: возьмите некоторое количество чистых карточек размером 4 х 6 дюймов (10,16 х 15,24 см.) и записывайте каждую часть работы на отдельном листке. Такой способ позволяет иметь свободное место на каждом листочке для более детальных записей на более поздних стадиях анализа. Можно для этого использовать также дополнительные листочки. Расположите полный набор карточек в последовательности выполнения работы или в любом другом порядке, который вам наиболее удобен. Карточки очень удобно менять местами при подготовке плана обучения. Если вы хотите одновременно видеть несколько карточек, просто разложите их на столе. Эта карточная схема, между прочим, является схемой, которую используют писатели при организации своего рабочего материала.
Другая схема заключается в следующем: возьмите большой лист твердой бумаги 24 х 36 дюймов (60,96 х 91,44 см.) или больше, на которой сможет разместиться в графической форме весь ваш анализ работы. Разбейте лист на несколько вертикальных колонок и запишите последовательность работы от первого до девятого шага в отдельной колонке.
Шаг 2. Последовательность движений. — следующий шаг в разработке анализа работы инструктором заключается в том, чтобы разбить наиболее повторяющиеся части работы на точные последовательности движений. Этот шаг относится не только к очень простым видам работы, состоящим из одной повторяющейся операции, но и к любым повторяющимся частям более сложной работы, имеющей длительный производственный цикл.
И хотя создание полного анализа движений является техническим процессом, требующим специальной подготовки, вы можете сделать практичный анализ последовательности движений большинства простых операций просто за счет внимательного наблюдения снова и снова за детальными движениями, совершаемыми квалифицированным оператором во время выполнения операции. Запишите на левой стороне листа движения, которые выполняет оператор левой рукой, левым плечом и левой ногой, если он использует и ногу, точно в том порядке, в котором он их выполняет. На правой стороне листа, точно напротив этим движениям, запишите соответственно точные движения, которые выполняет оператор правой рукой, правым плечом или ногой одновременно с соответствующими движениями левой рукой, плечом или ногой. Для того, чтобы проиллюстрировать это на примере, приведем анализ последовательности движений для повторяющейся работы: простая операция по ручной фрезеровке, в которой детали удобно располагаются «под рукой» оператора, а фрезеровка осуществляется за счет подачи вертикальным рычагом. Одновременные движения написаны напротив друг друга.
Это хороший момент для рассмотрения лучшего способа выполнения работы, которую вы анализируете. Ваше изучение повторяющихся движений может показать вам, что работа, как вы ее выполняете, является потерей времени или энергии. Возможно, вы сможете увидеть лучшую последовательность движений, чем та, которую вы до сих пор использовали сами, или чем та, которую вы наблюдали у другого опытного специалиста. Во время второго шага очень хорошо экспериментировать с повторяющимися частями работы, чтобы попробовать улучшить движения рабочего. Инструкторы часто могут сэкономить как на времени, так и на усилиях рабочего за счет улучшения движений рабочего без изменения типовой формы работы.
Шаг 3. Меры предосторожности по безопасности и здоровью. —до сих пор вы рассматривали только порядок или последовательность, в которой должна выполняться каждая часть работы. Теперь снова посмотрите на всю работу целиком, думая при этом про меры предосторожности для безопасности и здоровья, которым вы хотели бы научить начинающего рабочего на этой работе. При этом, если возможно, объясните причины этих предосторожностей.
Шаг 4. Требования качества. —в нужных местах анализа работы запишите предельные отклонения для каждой части работы и, если это возможно, запишите почему вы указываете такие требования. Если эта информация входит в зону ответственности оператора, то добавьте информации о ходе и скоростях машин. Добавьте заметки о качестве материалов и оборудования, где и как могут возникнуть дефекты и что делать с бракованным материалом. Добавьте также записи о внешнем виде и о том, как квалифицированно закончить работу.
Шаг 5. Предотвращение потерь (брака). —добавьте предостережения о часто встречающихся ошибках в работе, которые приводят к потерям материала, времени или к дополнительным затратам. Добавьте информацию о том, как использовать и содержать в порядке каждый элемент оборудования. Вставьте также предостережения о неправильном использовании материалов и оборудования, уделяя особое внимание оборудованию для тестирования и измерения.
Шаг 6. Факторы решения. —вновь пройдитесь по всей работе целиком и отметьте те трудные участки, в которых рабочему придется самостоятельно принимать решения, в которых ему нельзя четко сказать, что делать, кроме как в плане того, что происходит, участки, в которых его надо научить видеть это или то, и делать конкретные вещи, если то-то и то-то происходит с материалом, оборудованием или продуктом. Например, подумайте о том, какие решения вы должны принять при управлении машиной на обледенелой или скользкой дороге. Эти точки принятия решения должны быть составлены на основании опыта инструктора (тренера), за счет внимательного рассмотрения каждого элемента работы. Например, часто должны приниматься такие решения, как: (а) выявление дефекта, (б) что надо конкретно сделать с деталью, чтобы привести ее к требованиям,(в) выявление того, что произойдет с деталью при определенных обстоятельствах.
Шаг 7. Дополнительная информация. — составьте список оборудования, инструментов, приборов датчиков и т.п. и укажите, где должен храниться каждый из них, когда не используется. Если порядок расположения оборудования еще не был установлен, определите свой вариант прежде чем обучать кого-то работе. Добавьте также информацию о том, каким образом сделанная деталь на этом участке компонуется в готовое изделие как целое - как оно используется, какие функции выполняет, почему требуется конкретные материалы и конструкция, а также любые другие факты, которые сделают эту работу более интересной и значимой для обучаемого.
Шаг 8. Требования по выпуску. — Добавьте информацию по требуемому времени выполнения или количеству изделий на каждом отдельном участке работы и в целом для работы.
Шаг 9.Учебные материалы и пособия. — Добавьте список источников, в которых можно найти полезную информацию для обучения работе, такие как: каталоги, схемы, чертежи, стандарты, модели, графики, фотографии и другие учебные (обучающие) пособия.
Когда руководитель или инструктор закончил эти шаги расположил в порядке свои записи, у него появляется анализ работы с точки зрения обучаемого. Очевидно, что тщательный анализ не может быть сделан с первого же раза. Если материалы полежат несколько дней в сторонке, а затем их возьмут для анализа снова, то могут проявиться новые детали. В тоже время, инструктор может изучать работу для поиска элементов, которые он упустил до этого. Он должен продолжать быть очень внимательным и после того, как сзади него уже нет обучаемого - когда инструктор сознательно пытается думать с точки зрения обучаемого - именно тогда он скорее всего и обнаружит детали в работе, которые он пропустил до этого. Если инструктору удастся вызвать вопросы ученика, то это поможет особенно в части демонстрации технических особенностей, которые он использует и которые не понимает обучаемый.
90% руководителей признают: сегодня проще купить новое оборудование, получить кредит, чем найти или подготовить квалифицированные рабочие кадры.
Из-за дефицита квалифицированных сотрудников срываются сроки заказов, отмечается высокий уровень брака, низкая производительность, аварийность и несчастные случаи.
Нарушена преемственность формирования профессиональных навыков на этапе «Профессиональное образование - Предприятие».
На многих предприятиях внедряются бережливое производство, производственные системы, но достигнув какого-то уровня, руководители начинают понимать, что дело не только в новом оборудовании, количестве рационализаторских предложений, современной SAP системе.
Мало кто делает акцент на самом важном элементе любой производственной системы - человеке, от знаний и навыков которого зависят:
- Конкурентоспособность предприятия - на уровне менеджмента;
- Производительность и качество - на уровне рабочего места.

По оценкам экспертов, профессиональная подготовленность сотрудников на большинстве российских предприятий является «слабым звеном». Те, кто знаком с теорией ограничений, знают, куда надо направлять основные усилия, чтобы получить эффект для всей системы.
Ситуация усугубляется тем, что функционал обучения рабочим навыкам на предприятиях никем не поддерживается:
- Служба обучения персонала не «опускается» до уровня навыков рабочего. Производительность и качество - показатели производства;
- Производство не имеет методов анализа и формирования рабочих навыков;
- Дирекция развития ПС не считает это своей задачей, ограничиваясь развитием Бережливого производства.
 Статус Службы Персонала на предприятиях, как правило, существенно ниже, чем статус Начальника Производства, Главного Инженера, Главного технолога, Директора ПС и бюджет на обучение персонала - соответствующий.
Статус Службы Персонала на предприятиях, как правило, существенно ниже, чем статус Начальника Производства, Главного Инженера, Главного технолога, Директора ПС и бюджет на обучение персонала - соответствующий.
Немного психологии или почему только модернизация?
Наблюдения за принятием решений на многих предприятиях, когда многомиллионные инвестиции в модернизацию не обеспечивались ни организационными мероприятиями (ставь, где место есть), ни тем более - должным обучением сотрудников, подталкивает к размышлениям о типах экономического мышления в разрезе методов решения бизнес-задач и предлагаемых реализуемых решений. Тип мышления - это индивидуальный способ преобразования информации на основе имеющегося опыта и знаний.
| Тип мышления | Методы решения бизнес-задач | Предлагаемые решения | Оценка |
|---|---|---|---|
Инженерно-производственный |
Технико-технологические методы. |
Заменим оборудование, изменим технологию |
|
Финансово-маркетинговый |
Финансовые, маркетинговые, юридические методы |
Снизим издержки, выйдем на новые рынки, скупим акции конкурентов |
|
Организационный |
Внедрение БП, ПС, кайдзен, научной организации труда, ТОС, 6 сигм, разработки стандартов. |
Внедрим 5С, построим VSM, введем канбан. |
|
IT-мышление. |
Автоматизация бизнес-решений |
С ERP не получилось, давайте «SCM» попробуем. |
|
Коммуникативное |
Развитие людей и коммуникаций между внутренними и внешними группами |
Создадим поток квалифицированных кадров. |
|
Системное |
Обеспечение выживаемости компании в долгосрочной перспективе |
Развитие методов производства хороших товаров для потребителей |
К какому типу мышления и принимаемых решений относитесь Вы?
Какие решения нужны сейчас Вашей ПС для прорыва?
Готовы ли мы уступить свое конкурентное преимущество?
Давайте подумаем, что происходит на наших предприятиях, если мы процессу обучения уделяем недостаточно внимания? Правильно!
- новые работники не научатся выполнять свою работу;
- низкая производительность;
- большой процент брака;
- большой процент переделок;
- большое число аварий и высокий травматизм на производстве;
- работа выполняется не в соответствии со стандартами, а неравномерно и нестабильно;
- машины и оборудование часто выходят из строя;
- не удается добиться поставленных задач производства;
- профессиональные навыки не совершенствуются.
Готовы ли мы уступить свое конкурентное преимущество?
 Вывод здесь очевиден: недостаточное обучение имеет серьезные последствия для Вашего предприятия — потери объемов и снижение качества продукции, повышение издержек и нарушение техники безопасности. Это также может пагубно сказаться на межличностных взаимоотношениях и атмосфере доверия в коллективе.
Вывод здесь очевиден: недостаточное обучение имеет серьезные последствия для Вашего предприятия — потери объемов и снижение качества продукции, повышение издержек и нарушение техники безопасности. Это также может пагубно сказаться на межличностных взаимоотношениях и атмосфере доверия в коллективе.
Проблемы системы наставничества
Углубленный анализ системы наставничества подтвердил наличие глубочайших системных проблем этого института передачи навыков профессионального мастерства. В процессе анализа выявлены проблемы, связанные с существующим процессом профессионального обучения:
- Отсутствие структуры обучения на производственной площадке.
- Каждый наставник сам по себе (нет единой методологии).
- Выбор наставника не формализован, наставником может быть назначен любой опытный рабочий.
- Длительный срок обучения (до 18 месяцев).
- Переучивание на разных этапах.
- Отсутствие конкретных актуальных требований к навыкам.
- Отсутствие специального рабочего места обучения.
- Отсутствие стандартизации работ - работы каждый раз выполняются по-разному.
- Существующая система мотивации не способствует подготовке в кратчайшие сроки.
- Несоответствие уровня подготовки наставника современным требованиям к профессии.
- Несоответствие уровня подготовки работника и рабочего места.
- Негибкая система при приеме персонала (противоречие практических навыков аттестации).
- Неэффективная система адаптации молодого специалиста.
- Отсутствие системы подготовки наставников.
- На практике функционал обучения никем не поддерживается.
Человек. Инструкция по применению
Когда у вас на участке появляется новый станок или другой механизм, к ним прилагается руководство пользователя или техническое руководство, инструкции, из которых можно узнать, как ухаживать за этим оборудованием и поддерживать его в рабочем состоянии, а также руководство по поиску и устранению неисправностей, в котором говорится, что надо делать, когда этот станок или механизм сломается. Для обучения работе с этим механизмом может быть организован специальный тренинг, для работы и обслуживания выделяется квалифицированный специалист, за консультацией наверняка можно будет обратиться в службу технической поддержки или позвонить по телефону горячей линии, или хотя бы на вашу технику вам дадут какую-то гарантию.
Новых людей руководители нанимают или получают постоянно, но никаких руководств или инструкций по пользованию ни к кому из них не прилагается — хотя, конечно же, «в применении» любой человек всегда несравнимо сложнее любой самой сложной техники. Как же руководителю добиться, чтобы все эти новые люди были в хорошей форме и продуктивно работали? И что делать, когда люди не оправдывают ожиданий?
Вопросы для размышления
Рассмотрение динамики развития производственных систем в России ставит для анализа несколько вопросов:
Начальнику производства, техническому директору:
Для чего мы покупали многомиллионное оборудование - чтобы недообученный сотрудник его угробил, либо гнал брак?
Руководителям департаментов ПС:
Почему мы не рассматриваем человека как основной элемент производственной системы с точки зрения профессиональных навыков и эффективности всей системы?
Почему мы не рассматриваем, подготовку рабочего как поток создания ценности и не строим VSM создания потока квалифицированных кадров по всему потоку, включая техникум?
Почему мы не рассматриваем подготовку сотрудника с точки зрения потока единичных изделий? Что нам лучше: подготовить 30 недоученных, которые будут производить брак и не справляться с заданиями, внося дополнительную вариабельность или подготовить пятерых, способных производительно и качественно трудиться?
Службе персонала: Почему наша служба не анализирует профессиональные навыки рабочего на каждом рабочем месте, его производительность, качество и на основе анализа проблем производства не разрабатывает программы обоснованного обучения?
Почему не перестраиваем систему адаптации молодых рабочих, имея текучесть среди них 80% и не успевая за время стажировки сформировать навыки для постановки в основную сетку и обеспечения достойного уровня ЗП?
Почему процесс подготовки рабочего пущен на самотек, не стандартизирован и отдан на откуп наставникам, которые обучают, как умеют?
Что делать?
Более 70 лет назад в США была разработана наиболее успешная учебная методология, оказавшая огромное влияние на мировую промышленность - система Обучения на предприятии (TrainingWithinIndustry, TWI) . Во время Второй мировой войны потребовалось увеличить объёмы выпуска оборонной продукции при нехватке квалифицированной рабочей силы, для чего были разработаны программы TWI:
Принципы формирования профессиональных навыков через «обучение действием», заложенные в программе «TWI - обучение в промышленности», являются не только методологической базой «японского экономического чуда», но и стандартами производственного обучения ведущих промышленных корпораций.
В настоящее время тенденции развития ПС прошли стадии модернизации, разработки и реализации принципов и методов развития БП и ПС, на очереди создание потока квалифицированных кадров .
К рабочим программам TWI относятся:

Что представляла собой TWI и почему она была образована?
Что представляла собой служба Управление Производством (TWI)? Что она имеет общего с современными технологиями производства? Ответ - все. Для тех, кто слышал о Лин-производстве (бережливом производстве), японских методах управления и кайдзен, TWI может стать стартовой площадкой для понимания современной философии производства, которая стала самым многообещающим методом в сегодняшней индустрии. Служба TWI начиналась и развивалась для поддержки военной индустрии в США во время Второй мировой войны. Она была основана в августе 1940 года Консультативной Комиссией по вопросам национальной обороны и в итоге перешла под контроль Федерального Агентства Безопасности, когда и стала частью новой Военной Комиссии по рабочей силе 18 апреля 1942 года. Она оставалась частью Комиссии до самого конца существования Комиссии, которая прекратила свою работу в сентябре 1945 года.
TWI была одной из первых экстренных служб, организованных после падения Франции в июне 1940. По мере того, как война обострялась, силам союзников (даже тем, кто начал участвовать в войне до США) требовалось значительное военное снабжение. Из-за этого во всех областях индустрии значительно возрос уровень производства. Правительство США осознало всю ситуацию и начало принимать шаги, чтобы помочь удовлетворить необходимость в военной продукции. Многие компании получали огромные заказы на существующую и новую продукцию, что было им не всегда по силам. Также было очевидно, что если США начнут участвовать в войне, ситуация станет еще более критической. Служба TWI начала свою работу, чтобы увеличить производство и отвечать всем серьёзным требованиям, которые были поставлены перед индустрией. Основной упор был сделан на военных подрядчиков и других необходимых военных поставщиков, число которых продолжало расти.
TWI основала национальную сеть профессионалов в области промышленного производства, чтобы они обучили производителей военной продукции ценным технологиям производства.
Эти программы были введены в индустрию огромным количеством инструкторов, сеть которых была создана по всей стране службой TWI. Они делали акцент на взаимодействии руководителей и работников и обеспечивали бесценную для США промышленную поддержку военных сил.
Когда работа TWI завершилась 30 сентября 1945 года, были выданы сертификаты:
Рабочий инструктаж ……………………………. 1 005 170
Рабочие методы ……………………………………244 773
Рабочие отношения ……………………………….490 022
Рабочие отношения в профсоюзе…………………8 856
Разработка программы …………………………….1 829
____________________
Общее количество …………………………1 750 650
Эти люди обучались на 16 511 предприятиях и профсоюзах военной индустрии каждой области и любого размера 4 .
Эффективность службы TWI в ходе войны была поразительной. Отчет об обучении на производстве 1940-1945 предоставляет много подробностей результатов программ.
Значение TWI для TOYOTA и Японии
После того как Япония была поражена, оккупационные силы осознали: чтобы Япония смогла подняться из разрухи, которая стала последствием войны и для предотвращения хаоса в побежденной стране ей нужна была поддержка по восстановлению промышленной инфраструктуры. Программы, разработанные службой TWI, были как раз тем средством, в котором так нуждалась страна, чтобы японское руководство могло достичь своей цели.
Тренер TWI и его группа подписали контракт, приехали в Японию и начали процесс обучения. Для начала процесса обучения они применили эффект умножения, то есть они обучали тренеров, которые становились ядром, готовым обучать еще больше других тренеров.
Несколько японских агентств подхватили обучение и распространили его на национальном уровне. Обучение по программам TWI в последующее десятилетие во всех сферах японской индустрии дало толчок принципам, которые стали неотъемлемой частью того, что мы называем Японским Менеджментом.

У. Эдварде Деминг, Джозеф Джуран и другие американские эксперты по праву занимают место в учебниках истории за свой значительный вклад в промышленное развитие Японии. Однако американская программа «Обучение В Промышленности» (TWI), развёрнутая в Японии оккупационными властями после Второй Мировой Войны, оказала гораздо большее воздействие. По меньшей мере десять миллионов японских менеджеров, руководителей и рабочих являются выпускниками программ TWI
Имаи М. "Гембакайдзен. Путь к снижению затрат и повышению качества Альпина Паблишер. 2014

Рис. 1. Джон Шук
«Я открыл их (материалы TWI) для себя случайно, когда адаптировал некоторые обучающие материалы Тойоты для NUMMI Нового Объединенного Моторного Производства. Когда я столкнулся с некоторыми трудностями в концептах определенных обучающих программ, мой японский коллега принес пожелтевшую, потрепанную, с пятном кофе копию учебника на английском языке, именно ту, которую они получили 30 лет назад. Единственное, что тогда на учебнике не было пятен кофе. К моему удивлению, программа, которую Тойота планировала запустить, была аналогична той, которой американцы учили японцев десятилетия назад».
 Я глубоко признателен тем, кто создал программу TWI и в первую очередь - метод производственного инструктажа. Я использовал подобные приемы еще до начала работы в Toyota, и, осваивая производственный инструктаж, упрочил свои достижения. Я благодарю компанию Toyota за то, что она дала мне возможность изучать свои методы и научиться обучать других. В Toyota считают, что любой лидер - прежде всего учитель, и мне по душе этот подход.
Я глубоко признателен тем, кто создал программу TWI и в первую очередь - метод производственного инструктажа. Я использовал подобные приемы еще до начала работы в Toyota, и, осваивая производственный инструктаж, упрочил свои достижения. Я благодарю компанию Toyota за то, что она дала мне возможность изучать свои методы и научиться обучать других. В Toyota считают, что любой лидер - прежде всего учитель, и мне по душе этот подход.
Джеффри Лайкер, Дэвид Майер Талантливые сотрудники. Воспитание и обучение людей в духе дао Toyota . ООО «Альпина Бизнес Букс», 2008
Список обязанностей супервайзера, в скобках курсивом указана непосредственная связь каждого конкретного результата с программами TWI:
- Подготовить стандарты работ (TWI — «Рабочее инструктирование»);
- Провести обучение, убедиться, что операторы выполняют свою работу в соответствии с установленными стандартами (TWI — «Рабочее инструктирование»);
- Улучшать существующий порядок за счет совершенствования стандартов (TWI — «Методы работы»);
- Определять отклонения от нормальных условий/стандартов и принимать немедленные меры к их устранению (TWI — «Методы работы»);
- Формировать благоприятную рабочую среду (TWI — «Производственные отношения»).
Этот список должностных обязанностей практически цитирует разработанное в Toyota практическое руководство для лидеров команд, что неудивительно: функциональные обязанности супервайзеров и в Nissan, и в Toyota разрабатывались практически одновременно в 1950-х годах — то есть в то время, когда во всех японских компаниях внедрялась система TWI. В течение последующего десятилетия методология TWI распространилась во многих других странах мира, а кайдзен стал стержневым механизмом непрерывных улучшений во всей японской промышленности. Toyota, которая применяла TWI для обучения своих работников в первой в мире системе бережливого производства, пошла дальше, сделав идеи TWI частью «Пути Toyota». Бывший управляющий директор Toyota Масао Немото писал: «Это десятилетие (1950-1960 гг.) совпало со временем, когда Toyota усиленно занималась обучением персонала различным аспектам того, что сейчас широко известно под названием ‘производственная система Toyota’. Являясь инструктором TWI, я работал день и ночь, чтобы привить ценности производственной системы Toyota всем сотрудникам, работавшим на моем предприятии. Это был период «все лучше и лучше», когда улучшения проводились одно за другим».
Развитие TWI на TOYOTA

Философия программы TWI
Тщательная проработка Принципов, положенных в основу философии TWI, способствовала оглушительному успеху и результативности программы, превратившейся в стандарт обучения ведущих мировых компаний.
- Первое требование: Знание работы. Предусматривает знание специальной научной и технической информации, необходимой для выполнения работы в сфере деятельности своего предприятия и постоянное обновление знаний.
- Второе требование: Знание рабочих обязанностей. Лидер должен понимать цели и задачи компании, их соответствие рамкам организации, также иметь четкое понимание как своих обязанностей, так и своих полномочий. Все эти установки должны быть полностью согласованы с требованиями, зафиксированными корпоративной политикой, соглашениями и договорами, правилами, требованиями безопасности и планами работы.
- Третье требование: навыки улучшений. Лидер должен постоянно анализировать работу своего подразделения. Это подразумевает, в частности, постоянный поиск способов комбинирования, реорганизации и упрощения выполняемых задач для обеспечения более эффективного использования рабочей силы, машин, материалов и методов, имеющихся в его распоряжении.
- Четвертое требование: качества лидера. Самым важным ресурсом лидера являются его люди. Лидеры должны уметь работать вместе с людьми в команде для достижения задач, стоящих перед подразделением. Ежедневное применение этого навыка поможет в сохранении благоприятных межличностных отношений в коллективе.
- Пятое требование: Обучение сотрудников. Одна из основных обязанностей лидера — обучение тех, кто находится под его руководством.
Обучение через Действие. В каждой программе тренингов TWI участники должны продемонстрировать применение методов TWI для выполнения реальной работы или задачи, с которыми им приходится сталкиваться на рабочем месте. Таким образом, каждый участник приобретает практический опыт, самостоятельно применяя метод на практике для решения реальных рабочих задач.
4 шаговый метод. За счет единой для всех четырехэтапной структуры все программы TWI имеют общие характеристики, что облегчает их освоение супервайзерами. Каждый метод преподносится в доступной форме, его легко уяснить и начать применять на практике, всегда имея «при себе» в прямом смысле слова: по каждому курсу разработан компактный комплект карточек, который легко умещается в кармане.
Пять 2-часовых занятий. Метод TWI также определяет формат проведения тренингов, вследствие чего каждый курс имеет одинаковую структуру: пять 2-часовых занятий (всего 10 часов), с максимальным числом обучающихся на каждом занятии до 10 человек. Такой формат «10-часовой программы» был введен потому, что разработчики TWI выяснили: снять супервайзера с производственного участка более чем на два часа в день практически невозможно. Кроме того, было установлено, что два часа — это максимальная продолжительность одного занятия, при которой учащимся удается сохранять необходимую концентрацию. Число участников ограничено десятью из-за нехватки времени для проведения индивидуальных презентаций.
Стандартизированная методология проведения тренингов и подготовки тренеров. Разработчики TWI составили подробные обучающие пособия, подробно описав стандартную методологию для проведения каждой программы тренингов TWI. В этих пособиях перечислены все навыки, которые нужно отработать тренеру, а также все, что ему нужно говорить и делать во время проведения 10-часового тренинга. Использование стандартизированного метода обеспечивает необходимое качество обучения даже при проведении тренингов людьми, не являющимися профессиональными тренерами, и обеспечивает эффект «ретрансляции»: те, кто освоил методический материал, может на основе этих обучающих пособий учить других, чтобы в дальнейшем и те точно так же могли обучать своих коллег.
TWI требовала строгого следования программам обучения по их назначению. Тренеры должны были четко следовать пособиям, в противном случае они теряли свои права на преподавание. Пособия разрабатывались таким образом, чтобы их можно было прочитать на расстоянии от полутора метров, чтобы тренеры могли легко прочесть информацию из пособия прямо на занятии. В каждом пособии были разделы, дающие подробную информацию, использовались разные шрифт и символы, указывающие на то, что конкретно должен делать тренер, на что делать особый упор и даже что записывать на доске.
В пособии по рабочему инструктажу всегда было наставление: РАБОТАЙТЕ ПО ЭТОМУ ПЛАНУ, НЕ ПОЛАГАЙТЕСЬ НА СВОЮ ПАМЯТЬ - на каждой странице, в качестве напоминания строго следовать формату пособия. В каждом из трех пособий по рабочим программам было обращение к тренерам военного производства от Дули, которое всегда было одинакового содержания:
Для того чтобы обеспечить одинаково высокий стандарт, вы должны ВСЕГДА работать по этому плану. Никогда не отходите от него. Не полагайтесь на свою память, не важно, сколько раз вы уже работали по этому плану. Это не трудно, если вы всегда будете следовать инструкциям, вас никогда не постигнет неудача.
Все эти методы, наряду с принципом множественности, позволили TWI представить стандартизированный учебный план огромному числу предприятий, с помощью многих тренеров с разным опытом и способностями. Эта техника была их методом поддержания контроля качества своих услуг.
Принцип множественности. Разработать стандартный метод, затем обучить людей, которые обучат других людей, а те, в свою очередь обучат группы людей использовать этот метод. Применение принципа множественности позволило TWI выдать свидетельства о курсе обучения более 1.7 миллионам руководителей и тренеров по всем Соединенным Штатам за свое короткое пятилетнее существование.
Поддержка руководителей верхнего звена. Обязательное требование программы TWI - это поддержка руководителей на производственных предприятиях, где проходит обучение.
Если ученик не научился - это значит, инструктор не научил. Четырехступенчатый метод рабочего инструктирования TWI — проверенный и надежный инструмент, позволяющий обеспечить обучение людей выполнению работ. Главный принцип программ рабочего инструктирования TWI формулируется так: «Если работник не научился — значит, это инструктор его не научил». Другими словами, инструктор отвечает за то, чтобы работники выполняли свою работу хорошо.
5 требований к Лидеру. Реализация этих принципов позволила избежать множества вопросов, актуальных для многих предприятий сегодня: Должен ли руководитель обучать? Доплачивать ли за улучшения? Это просто обязанность любого руководителя.
Структура программ обучения




НОВЫЙ ТРЕНД В РАЗВИТИИ ПРОИЗВОДСТВЕННЫХ СИСТЕМ. СОЗДАНИЕ ПОТОКА КВАЛИФИЦИРОВАННЫХ КАДРОВ. TWI «ОБУЧЕНИЕ НА ПРОИЗВОДСТВЕ» (ЧАСТЬ 2)
Развитие TWI на TOYOTA


В 1924 году Российский ученый Алексей Капитонович Гастев сказал замечательную фразу:
«Если мы не создадим систему рационального, быстрого, массового обучения, знайте: нас ждет производственная катастрофа, нас ждет провал культуры».
Очень бы не хотелось, чтобы его слова оказались пророческими.
Ниже я приведу истории трех компаний, трех Лидеров рынка в своих сегментах.
Что делать? Решать Вам.
История 1. Обучение «от проблемы». управляющая компания «ТМС групп
Известно, что персонал, наряду с оборудованием, технологиями, материалами, является одним из важнейших факторов эффективности производственной системы.
Как показал анализ, проведенный в 2010 г., сбои в производственной деятельности компании до 60% были связаны с неэффективностью персонала. Большое количество нарушений в области промышленной безопасности, дефектов, брака, а также нарушений технологии производства были связаны, в первую очередь, с проблемами обученности персонала. В результате управление деятельностью компании сводилось к «тушению пожаров», на которое уходила масса времени, но времени на эффективное обучение так и не находилось.
Острой оставалась также следующая проблема: зачастую рабочие, пройдя обучение в Центре подготовки кадров, получив документ об обученности по профессии, непосредственно на рабочем месте демонстрируют отсутствие знаний специфики производства на своем конкретном участке. Поэтому обучение деталям своей операционной деятельности происходило исключительно путем наблюдения за работой своих ближайших соседей. Однако, в общем употреблении существует очень много различных способов для производства одной и той же операции: в пределах десятка и более способов производства каждого единичного акта любого вида труда. В силу этого же существует значительное разнообразие и в отношении инструментов, употребляемых для каждого рода работы.
Среди всех этих различных методов и инструментов, употребляемых для каждого отдельного элемента любой отрасли производства, всегда существует один метод и один вид, который лучше и быстрее всех остальных. Поэтому, как при обеспечении лучшими инструментами и оборудованием, так и при организации обучения необходимо было найти наиболее эффективный метод.
Обучить человека совершенно новому для него делу - значит дать ему лучшие знания, выработать у него оптимальные навыки и развить умения, необходимые для выполнения конкретного дела. Практика показала: если обучить работника плохо, то он и обучится «неправильно». «Переучить» такого сотрудника становится практически невозможным. Кроме того, переучивание очень затратно для компании, а самому человеку доставляет психологический дискомфорт.
Практика «тушения пожаров» и переучивания на рабочем месте давала нестабильные и невысокие результаты, и руководством компании была поставлена задача изучить опыт компании Тойота и применить опыт лучших мировых практик в подразделениях компании.
Ранее, до внедрения TWI, в компании обучение на рабочем месте осуществлялось посредством наставничества, адаптации и стажировки. Однако, такое обучение носило несистемный характер и не давало желаемых результатов. Новая система внедрялась в компании с интересом, но с большим трудом. Встречалось некоторое сопротивление со стороны ряда сотрудников, особенно пожилого возраста. Для повышения вовлеченности персонала, а также разъяснения преимуществ новой системы с ними была проведена определенная работа. В частности, на конкретных примерах были показаны плюсы ее внедрения, размещены заметки в корпоративной газете «Навигатор», а также на корпоративном портале. Тема TWI и результатов ее внедрения регулярно обсуждалась на собраниях трудового коллектива, на утренних планерках. Постепенно сопротивление было ослаблено.
Основная проблема внедрения заключалась в необходимости разработки схем рабочих процессов. Наставникам и их кураторам - мастерам, физически не хватало времени, а порой и грамотности, чтобы их правильно подготовить и формализовать. Решением стало высвобождение их из рабочего процесса на 50%, т.е. половину рабочего времени ежедневно они посвящали непосредственно обучению и созданию СРП.
В настоящее время в компании разработано более 2400 схем рабочего процесса, которые являются подробными описаниями последовательности наиболее оптимального на сегодняшний день порядка выполнения функциональных операций. Ежегодно проводится оценка уровня производительности и качества труда, количества аварийных ситуаций в подразделениях, выявляются причины, связанные с некомпетентностью персонала (см. далее методологию оценки). Затем составляются графики обучения путем соглашения с руководством, формируются целеполагания по достижению определённого уровня человеко-навыков, разработки СРП, созданию обучающих видеофильмов.
Планирование обучения происходит по принципу «от проблемы»:
- Продукция не соответствует техническим требованиям;
- Стандарты контроля не соблюдаются;
- Большой объем производственного брака;
- Чрезмерный износ инструментов и оборудования;
- Частые задержки и перебои технологического процесса;
- Поломки инструментов и оборудования.
К примеру, в одном из цехов ООО «ТМС-ТрубопроводСервис» на технологической линии по нанесению полиэтиленового покрытия в начале августа 2014 г. был зафиксирован простой оборудования в течение 3,5 часов и допущен брак. При детальном разборе причин Центральной диспетчерской службой (ЦДС) было обнаружено, что простои и брак работниками участка совершается по причине некомпетентности. Оперативно были предприняты меры по изменению графика обучения персонала. Сотрудники были обучены, прошли проверку знаний и были вновь допущены к работе. В последующих периодах брак и простои оборудования по причине некомпетентности персонала не были выявлены.
 Следующий пример. В ходе аудита выполнения технологической дисциплины было обнаружено, что на линию НПП были допущены слесари-ремонтники Ахметов И.М. и Мухаметханов Ш.М., не прошедшие обучение. Кроме того, Ахметов И.М., как оказалось, допускал нарушения и ранее. Ребята срочно были направлены на обучение.
Следующий пример. В ходе аудита выполнения технологической дисциплины было обнаружено, что на линию НПП были допущены слесари-ремонтники Ахметов И.М. и Мухаметханов Ш.М., не прошедшие обучение. Кроме того, Ахметов И.М., как оказалось, допускал нарушения и ранее. Ребята срочно были направлены на обучение.

Благодаря актуализации плана по освоению навыков на анализируемом участке общества с начала года наблюдается превышение заданного целеполагания.
На представленной ниже диаграмме продемонстрированы изменения (%%) показателей участка по нанесению полиэтиленового покрытия (в части производительности труда, срока выполнения заказов, рекламаций Заказчика, простоев оборудования, брака, аварийности) в сравнении с аналогичным периодом 2013 г.

Результаты применения TWI в УК ООО «ТМС групп»:
Обучение персонала по программе TWI позволяет эффективно решать актуальные производственные задачи. В настоящее время в УК ООО «ТМС групп» происходит встраивание данной системы подготовки в структуру предприятия по функциональным направлениям.
Благодаря TWI созданы и реализуются возможности для:
- оптимизации длительности обучения рабочих, в т.ч. новичков,
- процесса непрерывного совершенствования процедуры наставничества на производстве за счет создания и поддержания общей среды самообучающейся организации и системы непрерывного совершенствования,
- полномасштабного внедрения технологии Бережливого производства за счет простого, доступного метода обучения рабочих на производстве,
- производства большего количества услуг и продукции за единицу времени,
- более эффективного использования рабочей силы, оборудования, материалов.
В заключение обозначу результаты опыта применения стандартизированной методики обучения TWI в УК ООО «ТМС групп»:
- в каждом цехе управляющей компании имеется инструктор по обучению;
- силами инструкторов составлены схемы рабочих процессов основных операций - более 2400;
- обучено по методике TWI за период с 2012 г. более 845 чел., которыми получено около 6600 чел/навыков;
- создана библиотека СРП на бумажных носителях и на корпоративном портале;
- отснято около 20 обучающих видеофильмов, которые являются дополнительным инструментом при организации производственного обучения;
- повышение квалификации персонала и улучшение качества достигается за счет приобретения навыков выполнения функциональных операций;
- наличие в цехах специализированных звеньев, обученных по методике производственного инструктажа TWI;
- достигнуто сокращение аварийных выходов оборудования на 44%;
- снижены простои оборудования на 12% и достигнуто снижение потерь нефти;
- экономический эффект от реализации проектов по TWI - более 14,9 млн. рублей.
Таким образом, благодаря применению лучших мировых практик в области обучения на рабочем месте, а также системы TWI, УК ООО «ТМС групп» за последние 3 года добилось повышения эффективности деятельности компании, что отразилось на усилении бренда компании на рынке нефтесервисных услуг Российской Федерации.
История 2. Система обучения TWI: опыт внедрения в ТБМ
Успешные практики в области обучения ТБМ черпает из опыта передовых компаний. Так, например, компания «Тойота» является для ТБМ бесценным источником идей в области не только бережливого производства, непрерывного совершенствования, корпоративной культуры, но и в области подбора, обучения и развития персонала. В «Тойоте» выстроен целый поток создания квалифицированных кадров. Большую роль в процессе подготовки сотрудников играют стандартизированные системы обучения. Одной из таких систем является TrainingWithinIndustry (TWI), что в переводе означает «Система обучения на производстве». 
Основатели системы понимали важность правильного обучения на производстве, ведь неправильно обученные работники способствуют излишним производственным затратам времени, материалов, инструмента, поэтому, дешевле правильно обучать работников с самого начала.
В полном объеме система TWI охватывает организацию работы сотрудника в нескольких направлениях - и его ускоренное обучение правильно выполнять необходимые операции, и его адаптацию в новом коллективе, и позитивное влияние на его работу непосредственного руководителя, и вовлечение сотрудника в непрерывное совершенствование операций, которые он выполняет.
Методика TWI включает в себя 4 блока:
- рабочий инструктаж;
- методы работы;
- рабочие отношения;
- разработка программ обучения.
Более подробно с данной системой обучения нам удалось познакомиться на семинаре Сергея Смирнова по TWI, который проходил в рамках IV-ой Международной конференции «Бережливое производство в оконном бизнесе», организованной ТБМ в апреле 2014 года, а также при изучении книги Д.Лайкера и Д.Майера «Талантливые сотрудники. Воспитание и обучение людей в духе дао Toyota».
После обсуждения было принято решение апробировать данную методику обучения в ТБМ, начав с внедрения рабочего инструктажа.
Рабочий инструктаж - это методика быстрого обучения сотрудников тому, как выполнять операцию правильно, осознанно и не подвергая себя опасности.
Для пробного внедрения данной методики в ТБМ был выбран процесс монтажа оконной фурнитуры Intemika. Сотрудники департамента оконной и дверной фурнитуры Зотова Елена и Шорин Дмитрий сначала разработали схему рабочего процесса. Но так как этот процесс имеет множество вариаций в зависимости от формы и материала окна, комплектации фурнитуры, было решено выбрать комплект, который занимает большую часть объема продаж: комплект фурнитуры Intemika на прямоугольное поворотно-откидное окно со средней ручкой, размером 500x1300, профиль 12/20-13, вес створки< 100 кг, обычное количество цапф.
Весь процесс монтажа был разбит на 7 блоков, каждый из которых выполняется 30-40 секунд реального времени. Затем по каждому из 7 блоков была разработана программа занятия, соответствующая методике TWI:
- описаны основные операции в правильной последовательности;
- выделены ключевые аспекты (как именно выполнять операцию, на что обратить внимание);
- объяснены причины выделения каждого ключевого аспекта (почему это важно, что будет, если сделать не так).

Пробный инструктаж по данной схеме сотрудники департамента ОДФ провели для продукт-менеджера Московского дивизиона в Учебном центре.
По завершении обучения был получен положительный отзыв от ученика - он с уверенностью сказал, что теперь умеет производить монтаж фурнитуры Intemika. Кроме того, по ходу обучения сотрудники департамента ОДФ сами замечали и исправляли недостатки в разработанном стандарте монтажа, что, собственно, соответствует одному из принципов TWI - непрерывному совершенствованию уже стандартизированных процессов.
Несмотря на действительно хороший результат обучения, мы также столкнулись с некоторыми трудностями.
Во-первых, методика затратна по времени. Каждое занятие заняло около 50-60 минут. Т.е. полностью обучение монтажу, состоящее из семи занятий, заняло примерно 6-6,5 часов чистого времени, не включая перерывов на отдых. При этом обучается только один сотрудник.
Во-вторых, в нашем случае мы столкнулись с ограничениями в доступности материалов для монтажа. В идеальном варианте для 4х-разового повторения операций сначала наставником, а затем учеником необходимо 8 окон, что, конечно, является слишком затратным на обучение одного сотрудника. Поэтому некоторые действия, такие как сверление отверстий и завинчивание крепежа, вначале просто обозначались и проводились однократно в самом конце.
Учитывая полученный результат обучения в целом, можно допустить, что ограниченное количество попыток выполнения некоторых операций все равно является достаточным для хорошего усвоения навыка.
Вывод, полученный в результате обучения, был следующим: методика действительно эффективна для обучения сотрудников стандартным навыкам, но требует тщательной подготовки и продумывания материальной базы и правильного настроя наставника и ученика, что работа будет нелегкой, но действительно даст хороший результат.
На данный момент уже принято решение транслировать методику рабочего инструктажа во все дивизионы Компании, одновременно расширяя перечень процессов, которым можно обучать с помощью этой методики.
История 3. Повышаем эффективность непрерывной линии и снижаем количество ошибок в Работе SAP, используя TWI обучение на производстве. Компания «*****»
В целях повышения эффективности бизнеса была полностью модернизирована производственная линия. Для обеспечения высокой вовлеченности персонала в выпуск качественной продукции Кайдзен менеджерами (Черный пояс 6 сигм) регулярно проводилось обучение, анализировались результаты и разрабатывались мероприятия по устранению причин брака, аварийных остановок, непроизводственных потерь, однако желаемого уровня эффективности линии добиться не удавалось. Производственная линия управлялась SAP с обязательным вводом информации на каждом рабочем месте. Существовало большое количество ошибок при работе с программой.
Руководство предприятия выдвинуло гипотезу, что недостаточные знания ключевых моментов и навыков операторами линии являются причиной внеплановых сбоев линии. Разработка Стандартов обучения и последующее обучение 100% операторов линии сможет привести к снижению аварийности и повышению эффективности линии.
На предприятии методам JI рабочего инструктажа и JRT рабочих взаимоотношений были обучены функциональные руководители: Директор по производству, Технический директор, SAPменеджер, Кайдзен менеджер, Начальник департамента обучения персонала, Руководитель службы наладчиков.
Затем руководители выступали в роли тренеров и каждый из них обучил по 10 человек своих подразделений: Мастеров смен, Наладчиков и т.д. То есть навыки рабочего инструктажа были встроены в функциональную структуру. Последующее обучение операторов линии на проблемных участках показало устойчивые результаты повышения эффективности, снижения аварийности и брака.
Особую сложность представляло формирование навыков корректной работы в SAP. Учитывая разный уровень первоначальной компьютерной подготовленности работников, качество ввода информации руководство не устраивало. Применяя методологию производственного инструктажа, инструкторы разбили рабочую операцию на 14 основных этапов и протестировали новый обучающий метод; в результате время, необходимое для получения квалификации в выполнении этой работы, сократилось в 4 раза, а количество ошибок свелось к нулю.