কাজের অবস্থার একটি বিশেষ মূল্যায়নের সময় অনুরূপ কর্মক্ষেত্র। সাউটের জন্য কাজের সঠিক হিসাব কিভাবে করবেন? কাজের সংখ্যা নির্ধারণ করা হয়
নীতিটি দেখানোর জন্য যার দ্বারা চাকরি গণনা করা হয়, আসুন একটি সরলীকৃত উদাহরণ দেখি। আপনি যদি বিশেষ মূল্যায়নের সাথে অপরিচিত হন তবে একটি উদাহরণ আপনাকে গণনার প্রক্রিয়া বুঝতে সাহায্য করবে। আপনি যদি বিশেষ মূল্যায়ন বুঝতে পারেন তবে উদাহরণটি আপনার পক্ষে কার্যকর হবে না: পরিস্থিতি স্পষ্টতই সহজ, সূক্ষ্মতা বোঝা যাবে না।
আসুন কয়েকটি ধাপে একটি ছোট ছুতার কর্মশালায় কাজগুলি গণনা করি।
1. আমরা স্টাফিং টেবিলে স্টাফ ইউনিটের সংখ্যা গণনা করি
সংস্থাটি 15 জন লোক নিয়োগ করে।
প্রথম পর্যায়ে, আমরা অনুমান করি যে প্রতিটি স্টাফ ইউনিটের নিজস্ব কর্মক্ষেত্র রয়েছে, যার মূল্যায়ন করা প্রয়োজন।
চাকরি - 14টি
2. একাউন্টে পরিবর্তন নিন
যদি কর্মচারীরা শিফটে কাজ করে, তাহলে চাকরিগুলি মোট কর্মচারীর সংখ্যা দ্বারা নয়, কিন্তু এক শিফটে কাজ করা লোকের সংখ্যা দ্বারা গণনা করা হয়।
রক্ষীরা "প্রতি দুই দিন" সময়সূচীতে কাজ করে। প্রতি শিফটে মাত্র একজন কর্মী নিয়ে তাদের একটি কর্মক্ষেত্র রয়েছে। এর মানে হল যে 3 জন ফুল-টাইম গার্ডের জন্য একটি কর্মক্ষেত্র রয়েছে। আমরা কাজের সংখ্যা সমন্বয় করছি।
চাকরি - 12টি
3. আমরা ড্রাইভারদের কাজ বিবেচনা করি
চালকের কাজ গাড়ির সংখ্যার সাথে সম্পর্কিত।
গাড়ির চেয়ে চালক বেশি। প্রতিটি গাড়ী একটি কর্মক্ষেত্র হিসাবে বিবেচিত হয়, যেখানে বেশ কয়েকটি ড্রাইভার পর্যায়ক্রমে শিফটে কাজ করে।
গাড়ির তুলনায় চালক কম। চালকের মতো চাকরি আছে। গাড়িগুলিকে এমন সরঞ্জাম হিসাবে বিবেচনা করা হয় যা ড্রাইভাররা দিনের বেলায় কাজ করে।
একটি সংস্থায়, প্রতিটি চালকের নিজস্ব গাড়ি রয়েছে, যার অর্থ প্রত্যেকের নিজস্ব কর্মক্ষেত্র রয়েছে। মোট চাকরির সংখ্যা অপরিবর্তিত রয়েছে।
চাকরি - 12টি
4. আমরা একই ধরনের কাজ বিবেচনা করি
অনুরূপ কর্মক্ষেত্র হল একই পদ এবং কাজের ফাংশন সহ কর্মীদের কর্মক্ষেত্র। বৈশিষ্ট্যগুলির একটি সম্পূর্ণ তালিকা যার দ্বারা কাজগুলিকে অনুরূপ হিসাবে বিবেচনা করা হয় শিল্পে নির্দিষ্ট করা হয়েছে। 9 FZ-426।
পরিমাপের জন্য, বিশেষজ্ঞের অনুরূপ কাজের মাত্র 20% প্রয়োজন, তবে 2 টির কম নয়।
সংস্থাটি একই পদে (পেশা) ম্যানেজার, ছুতার এবং ড্রাইভার নিয়োগ করে।
চালকরা বিভিন্ন যানবাহনে কাজ করেন, তাই তাদের কাজ একই রকম বিবেচিত হবে না।
কাঠমিস্ত্রীরা একই ঘরে কাজ করে, কিন্তু বিভিন্ন কাজের কাজ সম্পাদন করে: একজন মেশিনে কাজ করে, অন্যটি ম্যানুয়াল কাঠ প্রক্রিয়াকরণে নিযুক্ত থাকে, ইত্যাদি।
ম্যানেজাররা একই ঘরে, একই টেবিলে এবং কম্পিউটারে কাজ করে। তাদের অপারেটিং ফাংশনও একই। এই ধরনের কাজ একই রকম বলে বিবেচিত হয়, তাই 4টি জায়গার জন্য একটি কার্ড পূরণ করা হবে।
12টি কাজ আছে, যার মধ্যে 4টি একই রকম।
একটি চুক্তি শেষ করার আগে একটি বিশেষ মূল্যায়ন পরিচালনা করে এমন কোম্পানির সাথে কাজের তালিকা নিয়ে আলোচনা করুন। তালিকায় ত্রুটি বিশেষ মূল্যায়নের খরচ বাড়িয়ে দেবে। যদি একটি বিশেষ মূল্যায়নের সময় দেখা যায় যে অনুরূপ স্থানগুলির মধ্যে অন্তত একটি ভুলভাবে চিহ্নিত করা হয়েছে, তবে সমস্ত কাজের মূল্যায়ন করতে হবে।
আমাদের বিশেষজ্ঞরা যে কাজের তালিকা মূল্যায়ন করবেন তাতে ভুলগুলি এড়াতে, আমরা নিয়োগকর্তার নথি ব্যবহার করে নিজেরাই তালিকাটি সংকলন করি। 8 800 302-32-49 নম্বরে কল করুন এবং গণনার জন্য আপনাকে কী কী নথি সরবরাহ করতে হবে তা খুঁজে বের করুন।
প্রতিটি উৎপাদন লাইন অপারেশন এ কাজের সংখ্যা দ্বারা নির্ধারিত হয় সূত্র 17:
C গণনা করা = t pcs/r , (17)
কোথায় হিসাব সহ
t pcs
r- উত্পাদন লাইন চক্র, মিন.
প্রতিটি অপারেশনে গৃহীত কাজের সংখ্যা হিসাব সহআনুমানিক সংখ্যাটিকে নিকটতম বৃহত্তর পূর্ণসংখ্যার সাথে বৃত্তাকার করে নির্ধারণ করা হয়।
কাজের লোড ফ্যাক্টর দ্বারা নির্ধারিত হয় সূত্র 18:
n r = C গণনা করা / C pr,(18)
কোথায় n পি- কর্মক্ষেত্রে লোড ফ্যাক্টর;
জনসংযোগ সঙ্গে- অপারেশন প্রতি গৃহীত কাজের সংখ্যা.
উত্পাদন লাইনে পণ্যের (অংশ, সমাবেশ) চলাচলের সংগঠন।
আন্তঃপরিচালনামূলক পরিবহন উত্পাদন লাইনের সংগঠনে একটি প্রধান ভূমিকা পালন করে। তিনি এক কর্মক্ষেত্র থেকে অন্য অংশে স্থানান্তর করেন, পুরো প্রবাহ সংগঠিত করেন, যেহেতু যানবাহনের গতি স্ট্রোকের মান অনুসারে সেট করা হয়। প্রোডাকশন লাইনে ওয়ার্কস্টেশনগুলির মধ্যে অংশগুলি সরানোর উপায় হিসাবে, যানবাহনগুলি অ-চালিত হতে পারে (প্লেট, বেল্ট পরিবাহক, লোডিং প্ল্যাটফর্মের সাথে অনুভূমিকভাবে বা উল্লম্বভাবে বন্ধ, মেঝে-মাউন্ট করা ইত্যাদি) এবং চালিত (বন্টন এবং কার্যকারী পরিবাহক)।
বিতরণ পরিবাহক- একটি উত্পাদন লাইন যার উপর একটি পরিবাহক পরিবাহকের পাশে অবস্থিত ওয়ার্কস্টেশন বা সরঞ্জামগুলিতে আইটেম সরবরাহ করার মাধ্যম হিসাবে কাজ করে। আইটেমগুলি পরিবাহক থেকে সরানো হয়, সরঞ্জামগুলিতে প্রক্রিয়া করা হয় এবং তারপরে এটিতে ফিরে আসে।
ওয়ার্কিং কনভেয়ারএই বৈশিষ্ট্য দ্বারা চিহ্নিত করা হয়েছে যে পরিবাহক নিজেই প্রযুক্তিগত ক্রিয়াকলাপগুলি সম্পাদন করার জন্য একটি জায়গা হিসাবে কাজ করে যা এর সমর্থনকারী অংশে পরিচালিত হয়। এই ধরনের উত্পাদন লাইনের একটি সাধারণ উদাহরণ হল সমাবেশ লাইন (উদাহরণস্বরূপ, গাড়ি, মোটর, ইত্যাদির সমাবেশ)। একটি ওয়ার্কিং কনভেয়ারের পণ্যগুলি বিশেষ স্ট্যান্ড, প্ল্যাটফর্মে ইনস্টল করা হয় বা একে অপরের থেকে সমান দূরত্বে হ্যাঙ্গারে মাউন্ট করা হয়, যাকে বলা হয় পরিবাহক ধাপ .
ধাপের আকার সর্বোচ্চ অনুমোদিত পরিবাহক গতি দ্বারা নির্ধারিত হয়, দ্বারা নির্ধারিত হয় সূত্র 19:
V=l/r, (19)
কোথায় ভি
l- পরিবাহক পিচ, মি;
r- ফ্লো স্ট্রোক, মিন.
প্রতিটি অপারেশন সঞ্চালনের জন্য, একটি কাজের এলাকা বা স্টেশন পরিবাহক বরাবর সংগঠিত হয়। কাজের এলাকার দৈর্ঘ্য দ্বারা নির্ধারিত হয় সূত্র 20:
L r = l (t pcs / r), (20)
কোথায় L r
l- পরিবাহক পিচ, মি;
t pcs- অপারেশনের জন্য নির্দিষ্ট সময়ের আদর্শ, ন্যূনতম;
r- ফ্লো স্ট্রোক, মিন.
উৎপাদন লাইনে ব্যাকলগ।
সমস্ত অসমাপ্ত পণ্য (খালি, অংশ, bridles) বলা হয় জমা কাজ.
নিম্নলিখিত ধরনের মজুদ আলাদা করা হয়:
– প্রযুক্তিগত (উৎপাদন লাইনের সমস্ত ওয়ার্কস্টেশনে একযোগে প্রক্রিয়াজাত পণ্যের সংখ্যা);
– পরিবহন (পণ্যের সংখ্যা যা একযোগে পরিবহন প্রক্রিয়ার মধ্যে রয়েছে);
– অতিরিক্ত বা বীমা (অপারেশনের সময় বিভিন্ন ব্যর্থতার জন্য ক্ষতিপূরণ দিতে, উদাহরণস্বরূপ, ত্রুটি, সরঞ্জামের ব্যর্থতা, সরঞ্জাম ভাঙ্গন ইত্যাদি);
– আলোচনা সাপেক্ষ ইন্টারঅপারেশনাল (কাজের বিভিন্ন উত্পাদনশীলতার কারণে উদ্ভূত হয়)।
ওয়ার্কফ্লো সিঙ্ক্রোনাইজেশন।
যদি উত্পাদন লাইনে সমস্ত ক্রিয়াকলাপের সময়কাল একে অপরের সমান বা গুণিত হয়, তবে অংশগুলির চলাচলের ধারাবাহিকতার ক্ষেত্রে এমন একটি আদর্শ প্রবাহকে বলা হয় সিঙ্ক্রোনাইজড
সারমর্মে, সিঙ্ক্রোনাইজেশন হল উৎপাদন লাইনের ঘড়ি চক্র অনুযায়ী একটি প্রযুক্তিগত প্রক্রিয়া অপারেশনের সময়কাল সারিবদ্ধ করার প্রক্রিয়া। অপারেশন সঞ্চালনের সময় লাইন ঘড়ি চক্রের সমান হতে হবে বা এর একাধিক।
সিঙ্ক্রোনাইজেশন পদ্ধতি:
- ক্রিয়াকলাপের পার্থক্য (অর্থাৎ বিপুল সংখ্যক সাধারণ প্রযুক্তিগত রূপান্তর থেকে ক্রিয়াকলাপ নির্মাণ);
- ক্রিয়াকলাপের ঘনত্ব (অর্থাৎ একটি জটিল অপারেশনে বেশ কয়েকটি সাধারণ প্রযুক্তিগত রূপান্তর একত্রিত করা);
- অতিরিক্ত সরঞ্জাম ইনস্টলেশন;
- সরঞ্জাম অপারেশনের তীব্রতা (প্রসেসিং মোড বৃদ্ধি);
- প্রগতিশীল সরঞ্জাম এবং সরঞ্জাম ব্যবহার;
- কর্মক্ষেত্রে পরিষেবা প্রদানের সংস্থার উন্নতি করা ইত্যাদি।
প্রবাহ উত্পাদন সর্বোচ্চ ফর্ম হয় স্বয়ংক্রিয় উত্পাদন , যা এর অটোমেশনের সাথে অবিচ্ছিন্ন উত্পাদনের প্রধান বৈশিষ্ট্যগুলিকে একত্রিত করে। স্বয়ংক্রিয় উত্পাদনে, সরঞ্জাম, ইউনিট, ডিভাইস, ইনস্টলেশনের ক্রিয়াকলাপ একটি প্রদত্ত প্রোগ্রাম অনুসারে স্বয়ংক্রিয়ভাবে ঘটে এবং কর্মী তাদের কাজ পর্যবেক্ষণ করে, প্রদত্ত প্রক্রিয়া থেকে বিচ্যুতি দূর করে, স্বয়ংক্রিয় সরঞ্জামগুলি সামঞ্জস্য করে।
আংশিক এবং জটিল অটোমেশন আছে।
এ আংশিক অটোমেশন কর্মী প্রযুক্তিগত প্রক্রিয়া বাস্তবায়নের সাথে সম্পর্কিত কাজ থেকে সম্পূর্ণ মুক্ত। পরিবহণ এবং নিয়ন্ত্রণ ক্রিয়াকলাপে যখন সরঞ্জাম সরবরাহ করা হয়, ইনস্টলেশন প্রক্রিয়া চলাকালীন, কায়িক শ্রম সম্পূর্ণ বা আংশিকভাবে হ্রাস পায়।
শর্তে জটিল-স্বয়ংক্রিয় উত্পাদন, পণ্য উত্পাদন প্রযুক্তিগত প্রক্রিয়া, এই প্রক্রিয়া পরিচালনা, পণ্য পরিবহন, নিয়ন্ত্রণ অপারেশন, এবং উত্পাদন বর্জ্য অপসারণ মানুষের হস্তক্ষেপ ছাড়া সঞ্চালিত হয়, কিন্তু সরঞ্জাম রক্ষণাবেক্ষণ ম্যানুয়াল হয়.
স্বয়ংক্রিয় উৎপাদনের প্রধান উপাদান হল স্বয়ংক্রিয় উৎপাদন লাইন (APLs)।
স্বয়ংক্রিয় উত্পাদন লাইন- একটি স্বয়ংক্রিয় সরঞ্জামের একটি জটিল যা অপারেশনের প্রযুক্তিগত অনুক্রমের মধ্যে অবস্থিত, একটি স্বয়ংক্রিয় পরিবহন ব্যবস্থা এবং একটি স্বয়ংক্রিয় নিয়ন্ত্রণ ব্যবস্থা দ্বারা সংযুক্ত এবং একটি সমাপ্ত পণ্যে কাঁচামাল বা ওয়ার্কপিসগুলির স্বয়ংক্রিয় রূপান্তর নিশ্চিত করে। পারমাণবিক সাবমেরিনে কাজ করার সময়, একজন কর্মী সরঞ্জামের ক্রিয়াকলাপ স্থাপন এবং পর্যবেক্ষণের পাশাপাশি ওয়ার্কপিসগুলির সাথে লাইন লোড করার কার্য সম্পাদন করে।
পারমাণবিক সাবমেরিনের প্রধান বৈশিষ্ট্য:
- প্রযুক্তিগত ক্রিয়াকলাপগুলির স্বয়ংক্রিয় সম্পাদন (একজন শ্রমিকের অংশগ্রহণ ছাড়া);
- লাইনের পৃথক ইউনিটের মধ্যে পণ্যের স্বয়ংক্রিয় আন্দোলন।
স্বয়ংক্রিয় কমপ্লেক্সপণ্য উত্পাদনের একটি বন্ধ চক্রের সাথে - এটি স্বয়ংক্রিয় পরিবহন এবং লোডিং এবং আনলোডিং ডিভাইসগুলির দ্বারা আন্তঃসংযুক্ত স্বয়ংক্রিয় লাইনগুলির একটি সিরিজ।
স্বয়ংক্রিয় সাইট বা কর্মশালাস্বয়ংক্রিয় উৎপাদন লাইন, স্বয়ংক্রিয় স্বয়ংক্রিয় কমপ্লেক্স, স্বয়ংক্রিয় পরিবহন ব্যবস্থা, স্বয়ংক্রিয় গুদাম ব্যবস্থা অন্তর্ভুক্ত; স্বয়ংক্রিয় মান নিয়ন্ত্রণ ব্যবস্থা, স্বয়ংক্রিয় নিয়ন্ত্রণ ব্যবস্থা, ইত্যাদি
পারমাণবিক সাবমেরিনগুলি ব্যাপক উত্পাদনে বিশেষভাবে কার্যকর।
পণ্যগুলির দ্রুত টার্নওভার এবং তাদের কম খরচে এবং উচ্চ মানের জন্য প্রয়োজনীয়তা অনেকগুলি দ্বন্দ্বের দিকে নিয়ে যায়:
- একদিকে, স্বয়ংক্রিয় লাইন এবং বিশেষ সরঞ্জাম ব্যবহার করে কম উৎপাদন খরচ (অন্য সব জিনিস সমান) নিশ্চিত করা হয়;
- অন্যদিকে, এই জাতীয় সরঞ্জামগুলির নকশা এবং উত্পাদন প্রায়শই ছাড়িয়ে যায় 1,5…2 বছর, অর্থাৎ, যখন পণ্যটি উত্পাদন শুরু করে, এটি ইতিমধ্যে অপ্রচলিত।
গণনার উদাহরণ
উদাহরণ 1.1।চলুন একটি অনুক্রমিক ধরনের আন্দোলনের একটি উদাহরণ বিবেচনা করুন এবং উত্পাদন চক্রের সময়কাল নির্ধারণ করুন। অংশগুলি প্রতিটি কর্মক্ষেত্রে ক্রমানুসারে প্রক্রিয়াজাত করা হয়, এবং পূর্ববর্তী অপারেশনে সমস্ত অংশের প্রক্রিয়াকরণ শেষ করার পরে অংশগুলির সম্পূর্ণ ব্যাচ পরবর্তী অপারেশনে স্থানান্তরিত হয়।
একটি অনুক্রমিক ধরনের আন্দোলনের সাথে প্রযুক্তিগত ক্রিয়াকলাপের উত্পাদন চক্রের সময়কাল নির্ধারণ করা প্রয়োজন, যদি উৎপাদিত ব্যাচে অংশের সংখ্যা 20 হয়। সময়ের পরিমাণ t pcs C r.m.প্রদর্শিত টেবিল ২.
সারণী 2. একটি ক্রমিক ধরনের আন্দোলনের সাথে প্রযুক্তিগত ক্রিয়াকলাপের উত্পাদন চক্রের সময়কাল নির্ধারণ
আমরা প্রযুক্তিগত ক্রিয়াকলাপের উত্পাদন চক্রের সময়কাল একটি ক্রমিক ধরণের আন্দোলনের সাথে নির্ধারণ করি সূত্র 21:
কোথায় t pcs
C r.m.
n
প্রয়োজন হলে, প্রাকৃতিক প্রক্রিয়ার সময়কাল বিবেচনা করুন t eপ্রাপ্ত একটি এই মান যোগ করুন T c.seq.
উদাহরণ 1.2।আসুন একটি সমান্তরাল ধরণের আন্দোলনের একটি উদাহরণ বিবেচনা করি এবং উত্পাদন চক্রের সময়কাল নির্ধারণ করি।
সমান্তরাল বিকল্পটি এই সত্য দ্বারা চিহ্নিত করা হয় যে ছোট পরিবহন ব্যাচগুলি পূর্ববর্তী অপারেশন থেকে তাদের প্রক্রিয়াকরণ শেষ হওয়ার সাথে সাথে পরেরটিতে স্থানান্তরিত হয়। এই বিকল্পটি আপনাকে প্রযুক্তিগত চক্রের মোট সময়কাল হ্রাস করতে দেয়।
কিন্তু অন্যদিকে, যন্ত্রাংশের সম্পূর্ণ ব্যাচ প্রক্রিয়াকরণের ধারাবাহিকতা শুধুমাত্র দীর্ঘতম অপারেশনের সময় নিশ্চিত করা হয়। অন্যান্য ক্রিয়াকলাপে, সরঞ্জাম এবং শ্রমিকরা পরবর্তী চালানের আগমনের অপেক্ষায় অলস দাঁড়িয়ে থাকে।
শেষ অপূর্ণতা কমাতে, সময়ের মান বা কাজের সংখ্যা পরিবর্তন করে এই ডাউনটাইমগুলিকে সর্বনিম্ন করার চেষ্টা করা উচিত ( সূত্র 22):
কোথায় n- উত্পাদিত ব্যাচে অংশের সংখ্যা, পিসি।;
পি- পরিবহন (স্থানান্তর) ব্যাচে অংশ খালি সংখ্যা.
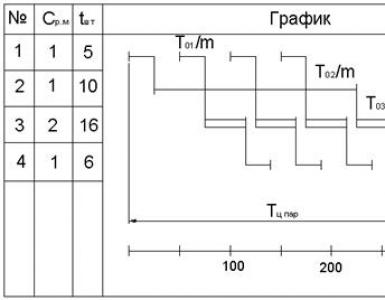
একটি সমান্তরাল ধরনের আন্দোলনের সাথে প্রযুক্তিগত ক্রিয়াকলাপের উত্পাদন চক্রের সময়কাল নির্ধারণ করা প্রয়োজন, যদি উৎপাদিত ব্যাচে অংশের সংখ্যা 20 হয়। সময়ের পরিমাণ t pcs(মিনিট) প্রতিটি অপারেশন এবং কাজের সংখ্যার জন্য C r.m.প্রদর্শিত টেবিল 3।
উত্পাদন চক্রের সময়কালের একটি চাক্ষুষ উপস্থাপনা সময়সূচী দ্বারা দেওয়া হয়, যা সমস্ত প্রযুক্তিগত ক্রিয়াকলাপকে বিবেচনায় নিয়ে রুট প্রযুক্তির উপর ভিত্তি করে।
সারণী 3. একটি সমান্তরাল ধরনের আন্দোলনের সাথে প্রযুক্তিগত ক্রিয়াকলাপের উত্পাদন চক্রের সময়কাল নির্ধারণ

আমরা একটি সমান্তরাল ধরনের আন্দোলনের সাথে প্রযুক্তিগত ক্রিয়াকলাপের উত্পাদন চক্রের সময়কাল নির্ধারণ করি সূত্র 23:
কোথায় t pcs- প্রতিটি অপারেশনের জন্য একটি ওয়ার্কপিস (পণ্য) প্রক্রিয়াকরণের জন্য স্ট্যান্ডার্ড পিস-গণনার সময়, মিনিমাম;
t পিসি সর্বোচ্চ- সর্বোচ্চ সময়কাল সহ অপারেশনের শ্রম তীব্রতা, ন্যূনতম;
C r.m.- অপারেশন প্রতি কাজের সংখ্যা;
n- উত্পাদিত ব্যাচে অংশের সংখ্যা, পিসি। (n = 20 পিসি।.);
পি- পরিবহন (স্থানান্তর) ব্যাচে অংশ খালি সংখ্যা, পিসি. (p = 5 পিসি।)
উদাহরণ 1.3।আসুন একটি উত্পাদন লাইনের পরামিতি গণনা করার একটি উদাহরণ বিবেচনা করি।
রুট শীট অনুসারে, উত্পাদন লাইনে সমস্ত সমাবেশ ক্রিয়াকলাপ সম্পূর্ণ করার জন্য প্রয়োজনীয় সময় 142 মিনিট। প্রাকৃতিক প্রয়োজনের জন্য ক্ষতির সময় 8 মিনিট, অফিস রক্ষণাবেক্ষণের জন্য 12 মিনিট, এবং শিফট প্রোডাকশন প্রোগ্রাম হল 196টি পণ্য। প্রযুক্তিগত ত্রুটির অনুমোদিত শতাংশ হল 2%। একত্রিত পণ্যের মাত্রা হল 160x120x80 মিমি। প্রতিস্থাপনযোগ্য সময় তহবিল 420 মিনিট।
উত্পাদন লাইনের প্রধান পরামিতি নির্ধারণ করা প্রয়োজন।
আমরা দ্বারা প্রতিস্থাপন লঞ্চ প্রোগ্রাম নির্ধারণ সূত্র 24:
Q অতিরিক্ত = (Q রান ·100)/(100-α)=(196·100%)/(100%-2%) = 200 পণ্য, (24)
কোথায় Q অতিরিক্ত- অংশ লঞ্চ প্রোগ্রাম;
প্রশ্ন সমস্যা- উত্পাদন প্রোগ্রাম = 196 পণ্য;
α - অংশের শতাংশ বাদ পড়েছে = 2% (প্রযুক্তিগতভাবে অনিবার্য ত্রুটি)।
আমরা দ্বারা উত্পাদন লাইন চক্র নির্ধারণ সূত্র 25:
r = F d / Q জ্যাপ= (420-8-12)/200 = 2 মিনিট./পণ্য, (25)
কোথায় r- উত্পাদন লাইন চক্র, মিনিমাম;
চ ঘ- লাইনের প্রকৃত অপারেটিং সময় = 420 মিনিট (প্রাকৃতিক প্রয়োজনের জন্য অস্থায়ী ক্ষতি কাটার সাথে = 8 মিনিট এবং অফিস রক্ষণাবেক্ষণের জন্য = 12 মিনিট);
Q অতিরিক্ত- প্রতি বছর উত্পাদন লাইনে উত্পাদন লঞ্চ পরিকল্পনা অনুসারে পণ্যের সংখ্যা = 200টি পণ্য।
আমরা দ্বারা উৎপাদন লাইনে কাজের সংখ্যা নির্ধারণ করি সূত্র 26:
C গণনা করা = t pcs/r= 142/2 = 71 জন কর্মী। স্থান, (26)
কোথায় হিসাব সহ- উত্পাদন লাইনের প্রতিটি অপারেশনে কাজের সংখ্যা;
t pcs- অপারেশনের জন্য সময়ের আদর্শ = 142 মিনিট;
r
একত্রিত পণ্যের প্রদত্ত সামগ্রিক মাত্রা 160x120x80 মিমি বিবেচনা করে, আমরা পরিবাহক বেল্টের চলাচলের দিক থেকে একটি কর্মক্ষেত্রের দৈর্ঘ্য গ্রহণ করি l= 120 সেমি = 1.2 মি।
আমরা দ্বারা পরিবাহক গতি নির্ধারণ সূত্র 27:
V=l/r= 1.2/2=0.6 মি/মিনিট (27)
কোথায় ভি- পরিবাহক গতি, মি/মিনিট;
l
r- উত্পাদন লাইন চক্র = 2 মিনিট।
পরিবাহক কাজের এলাকার দৈর্ঘ্য দ্বারা নির্ধারিত হয় সূত্র 28:
L р = l (t pcs / r) = l С গণনা করা হয়েছে= 1,2 · 71 = 85.2 মি, (28)
কোথায় L r- পরিবাহক কাজের ক্ষেত্রটির দৈর্ঘ্য, মি;
l- পরিবাহক পিচ = 1.2 মি;
হিসাব সহ- প্রতিটি প্রোডাকশন লাইন অপারেশনে কাজের সংখ্যা = 71টি কাজ।
আপনি যদি কনভেয়র বেল্টের উভয় পাশে ওয়ার্ক স্টেশনগুলিকে চেকারবোর্ড প্যাটার্নে সাজান (অবশ্যই যে বেল্টের প্রস্থ অংশটি মিটমাট করতে পারে), তাহলে আপনি পরিবাহকের কাজের ক্ষেত্রটির দৈর্ঘ্য অর্ধেক করতে পারেন (যেমন L p = 85.2 / 2 = 42.6 মি)।
1. মেকানিক্যাল ইঞ্জিনিয়ারিং এন্টারপ্রাইজগুলিতে উত্পাদন এবং পরিচালনার সংগঠন: প্রযুক্তিগত জন্য পাঠ্যপুস্তক। বিশেষজ্ঞ বিশ্ববিদ্যালয় / সাধারণ অধীনে. এড. N.F. রেভেনকো। একাটেরিনবার্গ - ইজেভস্ক: রাশিয়ান একাডেমি অফ সায়েন্সেস, 2010 এর ইউরাল শাখার ইন্সটিটিউট অফ ইকোনমিক্সের পাবলিশিং হাউস। - 448 পি।
2. এন্টারপ্রাইজ পরিকল্পনা: পাঠ্যপুস্তক / A.I. ইলিন। - Mn.: নতুন জ্ঞান, 2010। - 700 পি।
কাজের সংখ্যা নিম্নলিখিত ক্রমে নির্ধারিত হয়:
কাজের আনুমানিক সংখ্যা নির্ধারিত হয়;
চাকরির স্বীকৃত সংখ্যা প্রতিষ্ঠিত হয়;
কাজের চাপের কারণগুলি নির্ধারিত হয়;
একটি কাজের চাপের সময়সূচী তৈরি করা হয়।
প্রতিষ্ঠিত প্রযুক্তিগত প্রক্রিয়ার সাথে একটি প্রদত্ত বার্ষিক প্রোগ্রাম বাস্তবায়নের জন্য প্রয়োজনীয় কাজের আনুমানিক সংখ্যা নিম্নলিখিত সূত্র দ্বারা নির্ধারিত হয়:
বুধ. i = tpcs. i/R, যেখানে:
বুধ. i – i-th অপারেশনে কাজের আনুমানিক সংখ্যা;
tpcs i - i-th অপারেশনের জন্য আদর্শ টুকরা সময়।
ফলে আনুমানিক কাজের সংখ্যা ভগ্নাংশ হতে পারে, তাই, গড়কে পূর্ণ করে। i বেশিরভাগ ক্ষেত্রে, একটি বৃহত্তর পূর্ণসংখ্যাতে, আমরা প্রতিটি প্রযুক্তিগত অপারেশন রেফের জন্য স্বীকৃত সংখ্যা নির্ধারণ করি। i
উত্পাদন লাইন ডিজাইন করার সময়, এই নিয়ম থেকে কিছু বিচ্যুতি অনুমোদিত, তথাকথিত ওভারলোড (10-15% পর্যন্ত)।
প্রতিটি অপারেশনের জন্য কাজের লোড ফ্যাক্টর একটি প্রদত্ত অপারেশনের জন্য কাজের আনুমানিক সংখ্যাকে স্বীকৃত সংখ্যক কাজের দ্বারা ভাগ করে নির্ধারিত হয়:
n з i = Cр। i/রেফ। আমি *100%, যেখানে:
n з i – i-th অপারেশনের জন্য কর্মক্ষেত্রে লোড ফ্যাক্টর, %।
গণনাকৃত এবং স্বীকৃত কাজের সংখ্যা, সেইসাথে প্রতিটি অপারেশনের জন্য লোড ফ্যাক্টরগুলি সারণি নং 1 এ দেখানো হয়েছে।
টেবিল নং 1
চাকরির আনুমানিক এবং গৃহীত সংখ্যা, লোড ফ্যাক্টর
|
অপারেশন নং |
কাজের আনুমানিক সংখ্যা, Av. i |
কোফ। কাজের চাপ, n z i, %। |
|
লাইনে কাজের গড় লোড ফ্যাক্টর সূত্র দ্বারা নির্ধারিত হয়:
n আমি গড়. - গড় কাজের চাপ ফ্যাক্টর,%;
m - লাইনে সম্পাদিত অপারেশনের সংখ্যা;
∑ Av.i – গণনা করা স্থানের মোট সংখ্যা;
∑Ref.i – মোট গৃহীত চাকরির সংখ্যা।
n আমি গড়. = 39.61 /40*100 = 99.4%
কাজের চাপ গ্রাফটি একটি XY স্থানাঙ্ক সিস্টেমের আকারে উপস্থাপিত হয়।
কর্মক্ষেত্রগুলি x-অক্ষ X বরাবর অবস্থিত, এবং তাদের লোডের শতাংশ y-অক্ষ Y বরাবর প্লট করা হয়েছে।
সমস্ত কাজের গড় লোড ফ্যাক্টর গ্রাফ জুড়ে একটি অনুভূমিক রেখা হিসাবে দেখানো হয়েছে।
নীচে, সম্পাদিত গণনার উপর ভিত্তি করে, আমরা একটি কাজের চাপের সময়সূচী তৈরি করি।
চাকরি লোড করার সময়সূচী

চিত্র 1 – কাজের চাপ গ্রাফ
4.3 প্রধান কর্মীদের সংখ্যা গণনা
প্রধান কর্মীদের সংখ্যা নিম্নলিখিত ক্রমে নির্ধারিত হয়:
প্রধান কর্মীদের আনুমানিক সংখ্যা নির্ধারণ করা হয়;
প্রধান কর্মীদের স্বীকৃত সংখ্যা নির্ধারণ করা হয় (15% এর বেশি না অনুমোদিত ওভারলোড সহ নিকটতম পূর্ণ সংখ্যায় গণনা করা মানকে পূর্ণ করা);
পেশাকে একত্রিত করে কাজের চাপ সমতল করার লক্ষ্যে সাংগঠনিক সিঙ্ক্রোনাইজেশন করা হচ্ছে;
মূল কর্মীদের চূড়ান্ত স্বীকৃত সংখ্যা নির্ধারণ করা হয়।
প্রতিটি অপারেশনে প্রধান কর্মীদের আনুমানিক সংখ্যা সূত্র দ্বারা নির্ধারিত হয়:
ক্র. i = গড় i/না। আমি যেখানে:
ক্র. i - i-ম অপারেশনে প্রধান কর্মীদের সংখ্যা;
কিন্তু. i - i-th অপারেশনের জন্য পরিষেবার হার।
কর্মীদের আনুমানিক সংখ্যার উপর ভিত্তি করে, তাদের গৃহীত সংখ্যাটি নিকটতম পূর্ণ সংখ্যার (সাধারণত উপরের দিকে) বৃত্তাকার দ্বারা নির্ধারিত হয়। অপারেশন চলাকালীন ব্যবহারিক গণনায়, শ্রমিকদের ওভারলোড 15% এর বেশি অনুমোদিত নয়।
কর্মী ডাউনটাইম এড়াতে, তারা এক কর্মী দ্বারা দুই বা ততোধিক অপারেশনের কর্মক্ষমতা একত্রিত করে। ফলে মোট শ্রমিকের সংখ্যা কমে গেছে। ক্রিয়াকলাপগুলির জন্য সংমিশ্রণ সম্ভব যেখানে সম্পাদিত কাজের শ্রেণীগুলি হয় একত্রিত হয় বা 1 এর বেশি নয়।
প্রধান কর্মীদের প্রয়োজনীয় সংখ্যক গণনা এবং ক্রিয়াকলাপগুলির সমন্বয় সারণি নং 2 এ দেওয়া হয়েছে।
টেবিল নং 2
প্রয়োজনীয় সংখ্যক শ্রমিকের গণনা
|
কাজের আনুমানিক সংখ্যা, গড় i |
পরিষেবার মান, না। i |
অপারেশন প্রতি শ্রমিক সংখ্যা, মানুষ |
গৃহীত কাজের সংখ্যা, রেফ. i |
কম্বিনেশন অর্ডার |
অপারেশন দ্বারা শ্রমিক সংখ্যা |
|||||
|
1.2.3.4.5 |
||||||||||
|
5,6,7,8,9,10,11,12,13,14,15 |
||||||||||
|
16,17,18,19,20,21,22,23,24,25,26,27,28,28 |
||||||||||
|
29,30,31,32,33,34 |
||||||||||
একজন কর্মীকে বিভিন্ন ক্রিয়াকলাপ অর্পণ করার সম্ভাবনা নির্ধারণ করার সময়, বিভিন্ন কারণ থেকে এগিয়ে যাওয়া প্রয়োজন। প্রথমত, আপনাকে গণনায় প্রাপ্ত চেক প্রজাতন্ত্রে কাজের সংখ্যার দিকে মনোযোগ দিতে হবে। i, বা বরং এর ভগ্নাংশ অংশ। এটি একটি অব্যবহৃত কর্মক্ষেত্রের লোড স্তর দেখায়। সিঙ্ক্রোনাইজেশনের কাজটি হল কর্মীদের সর্বোচ্চ উত্পাদনশীলতা এবং উপলব্ধ সরঞ্জামগুলির সর্বাধিক সম্ভাব্য লোড অর্জন করা। অতএব, মেশিনে কর্মীদের নিয়োগ করার জন্য এমনভাবে চেষ্টা করা প্রয়োজন যাতে সরঞ্জামের ব্যবহার 100% এর কাছাকাছি হয়।
উপরোক্ত বিষয়গুলি বিবেচনায় নিয়ে, আমরা দ্বিতীয় এবং তৃতীয়, পঞ্চম এবং ষষ্ঠ ক্রিয়াকলাপে সংমিশ্রণটি পরিচালনা করি
লাইনে প্রধান কর্মীদের চূড়ান্ত স্থান নির্ধারণ করা হয় শ্রমিকদের নির্দিষ্ট সংখ্যার বরাদ্দ দিয়ে।
লাইনের শেষ কর্মীকে নির্ধারিত নম্বরটি এক শিফটে উপস্থিত কর্মীদের সংখ্যা দেখায়। পরবর্তীকালে, অনুপস্থিতির হার বিবেচনায় নিয়ে (একজন গড় শ্রমিকের কাজের সময়ের ভারসাম্য থেকে), প্রধান কর্মীদের বেতন সংখ্যা নির্ধারণ করা হয়
4.4 রিজার্ভের গণনা
অপারেশন থেকে অপারেশনে কর্মীদের আরও ঘন ঘন পরিবর্তনের ফলে ব্যাকলগের পরিমাণ দ্রুত হ্রাস করা সম্ভব হয়। যাইহোক, ট্রানজিশন বৃদ্ধির ফলে কর্মীদের উৎপাদনশীলতা হ্রাসের প্রভাব রয়েছে।
এই উত্পাদনের জন্য, আমরা 120 মিনিটের সমান পরিষেবার সময়কাল নির্বাচন করি।
পরিষেবার সময়কালে প্রতিটি কর্মক্ষেত্রের অপারেটিং সময় প্রতিটি অপারেশনের লোড ফ্যাক্টরের উপর নির্ভর করে নির্ধারিত হয়। যদি একটি অপারেশনে বেশ কয়েকটি কর্মক্ষেত্র থাকে, তবে সম্পূর্ণ আন্ডারলোড একটি কর্মক্ষেত্রে কেন্দ্রীভূত হয়, তাই শুধুমাত্র আন্ডারলোড করা কর্মক্ষেত্রের অপারেটিং সময় গণনা করা হয়:
![]() , কোথায়:
, কোথায়:
Tned. i - একটি আন্ডারলোডেড কর্মক্ষেত্রের অপারেটিং সময়, মিনিমাম;
Ro - সরঞ্জাম রক্ষণাবেক্ষণ সময়কাল, মিন.;
Kzagr. i - একটি আন্ডারলোড করা কর্মক্ষেত্রের লোড ফ্যাক্টর, %।
একটি আন্ডারলোড করা কর্মক্ষেত্র Kzagr এর লোড ফ্যাক্টর। কাজের আনুমানিক সংখ্যার মান দশমিক বিন্দুর পরে সংখ্যা দ্বারা নির্ধারিত হয় Chr.
আন্ডারলোড করা কাজের সময় (দ্বিতীয় এবং পঞ্চম অপারেশনে)
সপ্তাহ 2 = 120*37/100 = 44.4 মিনিট।
সপ্তাহ 5 = 120*67/100 = 80.4 মিনিট।
একটি কর্মস্থল ত্যাগ করার সময়, একজন কর্মীকে অবশ্যই পুরো প্রবাহের চলাচলের ধারাবাহিকতা নিশ্চিত করতে অংশগুলির একটি ব্যাকলগ রেখে যেতে হবে।
কোর্সের কাজে, ওয়ার্কিং রিজার্ভের সাথে, অন্যান্য ইন্ট্রালাইন রিজার্ভগুলিও গণনা করা হয়: প্রযুক্তিগত, পরিবহন এবং বীমা।
লাইনে প্রযুক্তিগত রিজার্ভের পরিমাণ নিম্নলিখিত সূত্র দ্বারা নির্ধারিত হয়:
জেডটেক। = ∑ রেফ। i ∙ a i, যেখানে:
জেডটেক। - প্রযুক্তিগত রিজার্ভ, পিসি।;
a i হল i-th অপারেশনের প্রতিটি কর্মক্ষেত্রে একযোগে প্রক্রিয়াকৃত পণ্যের সংখ্যা।
বিবেচনাধীন উদাহরণের জন্য, প্রযুক্তিগত ব্যাকলগ বিভাগটি নিম্নরূপ হবে:
জেডটেক। = (1∙1+ 3∙1+ 4∙1) = 8 (শিশু)
পরিবহন রিজার্ভ পরিমাণ সূত্র ব্যবহার করে গণনা করা হয়:
Ztr. = р∙(m – 1), যেখানে:
Ztr. - পরিবহন ব্যাকলগ, বিস্তারিত;
p - স্থানান্তর ব্যাচ আকার;
m হল প্রোডাকশন লাইনে সম্পাদিত অপারেশনের সংখ্যা।
বিবেচনাধীন উদাহরণে, পরিবহন রিজার্ভের মান সমান:
Ztr. = 1∙(3 – 1) = 2 (বিস্তারিত)
বীমা রিজার্ভের পরিমাণ সূত্রটি ব্যবহার করে প্রতিস্থাপন রিজার্ভের শতাংশ হিসাবে নির্ধারিত হয়:
Zpage = (10÷15%)∙, যেখানে:
Zpage - বীমা রিজার্ভ, শিশু;
Tcm - শিফটের সময়কাল (সাধারণ দিনে কাজের দিন), ন্যূনতম।
বিবেচনাধীন ক্ষেত্রে, বীমা রিজার্ভের আকার সমান:
Zpage = (10÷15%)x=15 (শিশু)
লাইনে মোট চক্র ব্যাকলগ উপরে সংজ্ঞায়িত ব্যাকলগগুলির সমষ্টি দ্বারা নির্ধারিত হয়:
Ztot. = Ztechn. + Ztr. + Zpage + Z'rev. , কোথায়:
Ztot. - মোট চক্র রিজার্ভ, অংশ;
Z"ভলিউম - সমস্ত অপারেশন, অংশগুলির জন্য মোট কার্যকরী মূলধন।
লাইনে মোট কাজের রিজার্ভের মধ্যে শুধুমাত্র রক্ষণাবেক্ষণ সময়ের শুরুতে তৈরি করা রিজার্ভ অন্তর্ভুক্ত রয়েছে (একটি বিয়োগ চিহ্ন সহ রক্ষণাবেক্ষণ সময়ের শুরুতে পৌঁছানো)।
এইভাবে, চক্র ব্যাকলগের মোট পরিমাণ হবে:
Z"রিভ। = 1 + 1 = 2 (বিস্তারিত)
চক্র রিজার্ভের মোট পরিমাণ সমান:
Ztot. = 8 + 2 + 15 + 2 = 27 (শিশু)
প্রোডাকশন লাইনের ছন্দ গণনা করার পরে, পুরো পরিষেবার সময়কালে কর্মীদের নিয়োগের রূপরেখা তৈরি করে, কর্মীদের একত্রিত করে এবং প্রবাহের বিভিন্ন ক্রিয়াকলাপে তাদের কাজের ক্রম স্থাপন করে, পুরো সময়সূচীটি আকারে আঁকা হয় কাজের সরবরাহের চলাচল এবং উত্পাদন লাইনে শ্রমিকদের কাজের জন্য একটি সময়সূচী।
1 সেপ্টেম্বর, 2011 থেকে, নিয়োগকর্তারা স্বাধীনভাবে কর্মক্ষেত্রের সার্টিফিকেশন চালাতে পারবেন না, তবে শুধুমাত্র একটি স্বাধীন সার্টিফিকেশন সংস্থা দ্বারা (রাশিয়ার স্বাস্থ্য ও সামাজিক উন্নয়ন মন্ত্রকের আদেশ নং 342n তারিখ 26 এপ্রিল, 2011)। এই উদ্ভাবন অনেক কর্মী অফিসারদের জীবনকে সহজ করে তুলেছে। সর্বোপরি, পূর্বে একটি সাধারণ পরিস্থিতি ছিল যখন ম্যানেজার শ্রম সুরক্ষা পরিষেবা বা অন্যান্য দায়িত্বের পাশাপাশি কর্মী বিভাগ থেকে একটি নিয়ম হিসাবে, এক বা দুইজন কর্মচারীকে কর্মক্ষেত্রের শংসাপত্রে মোটামুটি বড় পরিমাণ কাজ অর্পণ করেছিলেন।
এই পদ্ধতির জটিলতার জন্য উপযুক্ত যোগ্যতা প্রয়োজন, যা প্রত্যেকের নেই। ফলস্বরূপ, ভুল এবং কাজটি পুনরায় করার প্রয়োজনীয়তা অনিবার্য ছিল।
আজ, নতুন নিয়ম অনুসারে, সার্টিফিকেশন কমিশনকে অবশ্যই নিম্নলিখিত ব্যক্তিদের অন্তর্ভুক্ত করতে হবে:
- নিয়োগকর্তার প্রতিনিধি (কাঠামোগত বিভাগের প্রধান, আইনজীবী, কর্মী কর্মকর্তা, হিসাবরক্ষক, প্রধান বিশেষজ্ঞ, চিকিৎসা কর্মী এবং অন্যান্য কর্মচারী)। তাদের মধ্যে কেউ কেউ সার্টিফিকেশন কমিশনের প্রধান হবেন;
- পেশাগত নিরাপত্তা বিশেষজ্ঞ;
- একটি ট্রেড ইউনিয়ন সংস্থা বা শ্রমিকদের অন্যান্য প্রতিনিধি সংস্থার প্রতিনিধি;
- প্রত্যয়নকারী সংস্থার প্রতিনিধিরা। তারা শ্রম সুরক্ষার জন্য রাষ্ট্রীয় নিয়ন্ত্রক প্রয়োজনীয়তাগুলির সাথে কাজের অবস্থার সম্মতি মূল্যায়ন করে (প্রক্রিয়ার 14, 20 এবং 29 ধারা)।
যদি আপনার সংস্থাটি ক্ষুদ্র-উদ্যোগ বা ছোট ব্যবসার বিভাগের অন্তর্গত হয়, তবে কমিশনের গঠন কমিয়ে দেওয়া যেতে পারে:
- নিয়োগকর্তা (তার প্রতিনিধি);
- প্রত্যয়নকারী সংস্থার প্রতিনিধি;
- একটি ট্রেড ইউনিয়ন সংস্থার প্রতিনিধি বা শ্রমিকদের অন্যান্য প্রতিনিধি সংস্থা (যদি থাকে);
- একটি সংস্থার প্রতিনিধি বা একটি বেসরকারী বিশেষজ্ঞ একটি শ্রম সুরক্ষা পরিষেবা (শ্রম সুরক্ষা বিশেষজ্ঞ) এর কার্য সম্পাদনের জন্য একটি নাগরিক চুক্তির অধীনে নিয়োগকর্তা দ্বারা নিযুক্ত।
রাশিয়ান ফেডারেশনের শ্রম কোড অনুসারে, কর্মক্ষেত্রের শংসাপত্র যেকোনো নিয়োগকর্তার জন্য বাধ্যতামূলক, তার ব্যবসার আকার এবং সুযোগ নির্বিশেষে (বিপজ্জনক উত্পাদন বা "নিয়মিত অফিস")।
কাজের তালিকা নির্ধারণের সময় ত্রুটি
যাইহোক, শংসাপত্রের সময় কর্মী অফিসারের ভূমিকা এখনও খুব গুরুত্বপূর্ণ। তিনিই এটি সাপেক্ষে চাকরির সংখ্যা নির্ধারণ করেন। এবং এখানেই প্রায়শই অসুবিধা দেখা দেয়। এটি ঘটে যে এন্টারপ্রাইজে উপলব্ধ সমস্ত কর্মক্ষেত্রে সার্টিফিকেশন অযৌক্তিকভাবে সঞ্চালিত হয়, প্রহরী থেকে শুরু করে এবং সাধারণ পরিচালকের সাথে শেষ হয়। এদিকে, অনুরূপ কাজ হিসাবে যেমন একটি জিনিস আছে. চাকরিগুলিকে অনুরূপ বিবেচনা করা হয় যদি:
- পেশা বা পদের একই নাম আছে;
- একই অপারেটিং মোডে একই ধরণের প্রযুক্তিগত প্রক্রিয়া পরিচালনা করার সময়, একই পেশাদার দায়িত্ব পালন করা হয়;
- একই ধরণের উত্পাদন সরঞ্জাম, সরঞ্জাম, ফিক্সচার, উপকরণ এবং কাঁচামাল ব্যবহার করা হয়;
- কাজ এক বা একাধিক অনুরূপ প্রাঙ্গনে বা খোলা বাতাসে বাহিত হয়;
- একই ধরণের বায়ুচলাচল, এয়ার কন্ডিশনার, গরম এবং আলোর ব্যবস্থা ব্যবহার করা হয়;
- উত্পাদন সরঞ্জাম, যানবাহন, ইত্যাদি কর্মক্ষেত্রে সমানভাবে অবস্থিত;
- একই শ্রেণি এবং ডিগ্রির ক্ষতিকারক এবং (বা) বিপজ্জনক উত্পাদন কারণগুলির একই সেট রয়েছে;
- ব্যক্তিগত সুরক্ষামূলক সরঞ্জামের সমান সরবরাহ রয়েছে।
যাইহোক, তালিকা তৈরির পর্যায়ে, কর্মী অফিসার শুধুমাত্র অনুরূপ কাজগুলি সনাক্ত করে। যদি, পরিমাপের ফলাফল অনুসারে, অন্তত একটি কর্মক্ষেত্র সাদৃশ্যের মানদণ্ডের অধীনে না পড়ে, তাহলে এই কর্মক্ষেত্রগুলির 100% মূল্যায়নের বিষয়। তারপরে সার্টিফিকেশন সাপেক্ষে জায়গাগুলির একটি নতুন তালিকা সংকলিত হয়।
অনুরূপ কর্মক্ষেত্রে উত্পাদন কারণগুলির মূল্যায়ন 20% কর্মক্ষেত্রের শংসাপত্রের সময় প্রাপ্ত ডেটার ভিত্তিতে করা হয় (কিন্তু দুটির কম নয়)। এর পরে, একই ধরনের সমস্ত কর্মক্ষেত্রের জন্য কাজের অবস্থার জন্য একটি কর্মক্ষেত্রের সার্টিফিকেশন কার্ড পূরণ করা হয়। তদনুসারে, কাজের অবস্থা এবং তাদের উন্নত করার ব্যবস্থা, অনুরূপগুলির 20% এর মধ্যে অন্তত একটি কর্মক্ষেত্রের জন্য প্রতিষ্ঠিত, সমস্ত অনুরূপগুলির জন্য একই।
একটি প্রতিষ্ঠানে চাকরির তালিকা কম্পাইল করার সময় সবচেয়ে সাধারণ ভুলগুলি:
- স্টাফিং টেবিল অনুসারে কর্মচারীদের পেশার (পদ) সংখ্যার সাথে কাজের সংখ্যা সমান করা;
- কর্মচারীদের পেশা এবং অবস্থান বিবেচনায় না নিয়ে কাজের সংখ্যা নির্ধারণ করা;
- পেশার নাম (পজিশন) এবং স্টাফিং টেবিলের মধ্যে পার্থক্য;
- প্রতিষ্ঠানের কর্মচারীদের বেতন সংখ্যার সাথে কাজের সংখ্যা সমান করা;
- "কর্মক্ষেত্র" এবং "কর্মক্ষেত্র" ধারণাগুলির বিভ্রান্তি।
একটি সামান্য পরামর্শ: যদি তালিকা সংকলন করার সময় কিছু কর্মচারী অনুপস্থিত থাকে (উদাহরণস্বরূপ, পূর্ববর্তী একজন পদত্যাগ করেছেন, নতুনকে এখনও নিয়োগ দেওয়া হয়নি), তবে ভবিষ্যতের জন্য তালিকায় তাদের অবস্থান সংরক্ষণ করা ভাল।
এছাড়াও, কর্মী অফিসারের ভুলে যাওয়া উচিত নয় যে শংসাপত্রের পরে এটির ফলাফলগুলির সাথে কর্মীদের পরিচিত করা প্রয়োজন। তারপরে, আদেশ জারির তারিখ থেকে 10 ক্যালেন্ডার দিনের মধ্যে এবং সার্টিফিকেশন সম্পূর্ণ হওয়ার বিষয়ে প্রতিবেদনের অনুমোদন, নিয়োগকর্তাকে অবশ্যই তার অঞ্চল বা অঞ্চলের রাষ্ট্রীয় শ্রম পরিদর্শককে পাঠাতে হবে (প্রক্রিয়ার 45 ধারা) কাগজের আকারে এবং ইলেকট্রনিক মিডিয়া:
- কাজের অবস্থার জন্য কর্মক্ষেত্রের সার্টিফিকেশনের ফলাফলের সারসংক্ষেপ বিবৃতি;
- প্রত্যয়নকারী সংস্থা সম্পর্কে তথ্য।
গত 5 বছরে আপনার এন্টারপ্রাইজে কাজের অবস্থার বিষয়ে কর্মক্ষেত্রের সার্টিফিকেশন করা হয়েছে? এই প্রশ্নটি শ্রম ও কর্মসংস্থানের জন্য ফেডারেল সার্ভিস www.rostrud.ru ওয়েবসাইটের দর্শকদের দ্বারা জিজ্ঞাসা করা হয়। সেপ্টেম্বর 2012 এর শুরুতে, সমীক্ষার ফলাফলগুলি নিম্নরূপ ছিল: উত্তরদাতাদের মাত্র 27% "হ্যাঁ" উত্তর দিয়েছেন; 32% বলেছেন যে "এই প্রথমবার তারা কর্মক্ষেত্রের সার্টিফিকেশনের প্রয়োজনীয়তার কথা শুনেছে"; 37% উল্লেখ করেছেন: "এটি করা হয়নি, তবে আমি জানি যে এটি করা উচিত"; 4% লিখেছেন: "হ্যাঁ, এটি করা হয়েছিল, কিন্তু আমার কর্মক্ষেত্র প্রত্যয়িত হয়নি।"
এবং অবশেষে, একটি সুপারিশ। যেকোন এন্টারপ্রাইজের অবশ্যই, সর্বনিম্নভাবে, সার্টিফিকেশনের জন্য একটি অর্ডার এবং কর্মক্ষেত্রের একটি তালিকা থাকতে হবে - এটি তত্ত্বাবধায়ক এবং নিয়ন্ত্রক কর্তৃপক্ষের দ্বারা পরিদর্শনের সময়, আপনার প্রতিষ্ঠানে সার্টিফিকেশন শুরু হয়েছে তা দেখানোর অনুমতি দেবে। যদি কর্মক্ষেত্রের শংসাপত্রের জন্য অসম্পূর্ণ নথিও থাকে, তাহলে নিষেধাজ্ঞাগুলি সম্পূর্ণ অনুপস্থিত থাকলে তার চেয়ে অনেক নরম হতে পারে।
কর্মক্ষেত্রে সার্টিফিকেশন পরিচালনার আর্থিক এবং সময় ব্যয় সত্ত্বেও, একদিন এর উপস্থিতি আপনার নিয়োগকর্তাকে "সংরক্ষণ" করতে পারে। উদাহরণস্বরূপ, শিল্প দুর্ঘটনার তদন্তে অপরাধমূলক দায়বদ্ধতা থেকে। অথবা রাজ্য শ্রম পরিদর্শক, রোস্পোট্রেবনাদজোর, রোস্তেখনাদজোর এবং প্রসিকিউটর অফিসের পরিদর্শনের সময় প্রশাসনিক দায় থেকে। এছাড়াও, একটি সংস্থা যেখানে কর্মক্ষেত্রগুলিকে প্রত্যয়িত করা হয়েছে তাদের সামাজিক বীমা তহবিলে বীমা অবদানকে বীমা হারের 40% কমানোর সুযোগ রয়েছে।
আমাদের সংস্থায়, কর্মীদের তালিকায় নিম্নলিখিত পদগুলি অন্তর্ভুক্ত রয়েছে: "অগ্নিনির্বাপক", অগ্নিনির্বাপক 3য় শ্রেণী, অগ্নিনির্বাপক 2য় শ্রেণী, অগ্নিনির্বাপক 1ম শ্রেণী৷ কিভাবে একটি বিশেষ মূল্যায়নের জন্য কাজের সংখ্যা সঠিকভাবে গণনা করা যায়? এই পদগুলিকে একটি চাকরি বা 4 হিসাবে গণনা করুন বিভিন্ন কাজ?
উত্তর
প্রশ্নের উত্তর দাও:
কর্মক্ষেত্রের তালিকা যেখানে একটি বিশেষ মূল্যায়ন করা হবে বিশেষ মূল্যায়ন কমিশন দ্বারা নির্ধারিত হয় এবং নিম্নলিখিতগুলি চিহ্নিত করা হয়।
বিশেষ মূল্যায়নের উদ্দেশ্যে মোট কাজের সংখ্যা গণনা করার ক্ষেত্রে কী বিবেচনা করা উচিত সেই বিষয়টিকে আইনটি স্পষ্টভাবে নিয়ন্ত্রণ করে না। একই সময়ে, স্টাফিং টেবিল অনুসারে ইউনিটের সংখ্যার সাথে সামঞ্জস্যপূর্ণ কাজের সংখ্যা নেওয়া আরও সঠিক। এই সংখ্যা থেকে আমাদের 20 শতাংশ গণনা করতে হবে, যার জন্য সনাক্ত করার সময় কাজের অবস্থার একটি বিশেষ মূল্যায়ন করা যথেষ্ট। তবে এ বিষয়ে চূড়ান্ত সিদ্ধান্ত নিতে হবে।
পার্সোনেল সিস্টেমের উপকরণগুলির বিশদ বিবরণ:
1. উত্তর: কাজের অবস্থার একটি বিশেষ মূল্যায়ন পরিচালনা করার জন্য কোন নথিগুলি সম্পূর্ণ করতে হবে?
ইভান শক্লোভেটস
কাজের অবস্থার একটি বিশেষ মূল্যায়ন সংগঠিত করতে এবং পরিচালনা করতে, নিয়োগকর্তা:
- একটি বিশেষ কমিশন গঠন;
- কাজের অবস্থার একটি বিশেষ মূল্যায়ন পরিচালনার জন্য সময়সূচী অনুমোদন করে।
সাধারণভাবে, কমিশন অন্তর্ভুক্ত করা উচিত:
- একজন শ্রম সুরক্ষা বিশেষজ্ঞ সহ নিয়োগকর্তার প্রতিনিধিরা। পেশাগত নিরাপত্তা বিশেষজ্ঞদের ছাড়াও, কমিশনে কাঠামোগত বিভাগের প্রধান, কর্মী বিশেষজ্ঞ এবং চিকিৎসা কর্মী অন্তর্ভুক্ত থাকতে পারে;
- প্রাথমিক ট্রেড ইউনিয়ন সংস্থার নির্বাচিত সংস্থার প্রতিনিধি বা কর্মচারীদের অন্যান্য প্রতিনিধি সংস্থা (যদি থাকে)।
যদি নিয়োগকর্তাকে সদস্য হিসাবে শ্রেণীবদ্ধ করা হয়, তাহলে নিয়োগকর্তার প্রতিনিধি হিসাবে কমিশনে নিম্নলিখিতগুলি অন্তর্ভুক্ত করা উচিত:
- একটি প্রতিষ্ঠানের প্রধান বা ব্যক্তিগতভাবে একজন উদ্যোক্তা;
- একজন শ্রম সুরক্ষা বিশেষজ্ঞ সহ নিয়োগকর্তার অন্যান্য অনুমোদিত প্রতিনিধি। তদুপরি, যদি সংস্থার একজন পূর্ণ-সময়ের বিশেষজ্ঞ না থাকে, তবে কমিশনে সংস্থার একজন প্রতিনিধি বা একজন বিশেষজ্ঞকে অন্তর্ভুক্ত করে যারা এই নিয়োগকর্তার জন্য একটি নাগরিক আইন চুক্তির অধীনে শ্রম সুরক্ষা পরিষেবার কার্য সম্পাদন করে।
আইনে কমিশন সদস্যদের সংখ্যার উপর কোন বিধিনিষেধ নেই, তবে তাদের সংখ্যা বিজোড় হতে হবে। কমিশনের নেতৃত্বে নিয়োগকর্তা বা তার প্রতিনিধি। নিয়োগকর্তা কমিশনের কার্যক্রমের জন্য নির্দিষ্ট রচনা এবং পদ্ধতি অনুমোদন করেন।
প্রথমত, কমিশন কর্মক্ষেত্রের তালিকা নির্ধারণ করে যেখানে একটি বিশেষ মূল্যায়ন করা হবে, নির্দেশ করে।*
2. উত্তর: বিশেষ মূল্যায়নের উদ্দেশ্যে মোট কাজের সংখ্যার জন্য কী বিবেচনা করা উচিত: কর্মীদের প্রকৃত সংখ্যা বা স্টাফিং টেবিল অনুসারে ইউনিটের সংখ্যা
ইভান শক্লোভেটস, শ্রম ও কর্মসংস্থানের জন্য ফেডারেল সার্ভিসের ডেপুটি হেড
এই সমস্যাটি স্পষ্টভাবে আইন দ্বারা নিয়ন্ত্রিত নয়। একই সময়ে, স্টাফিং টেবিল অনুসারে ইউনিটের সংখ্যার সাথে সামঞ্জস্যপূর্ণ কাজের সংখ্যা নেওয়া আরও সঠিক। এই সংখ্যা থেকে আমাদের 20 শতাংশ গণনা করতে হবে, যার জন্য সনাক্ত করার সময় কাজের অবস্থার একটি বিশেষ মূল্যায়ন করা যথেষ্ট। তবে এ বিষয়ে চূড়ান্ত সিদ্ধান্ত নিতে হবে।
সিদ্ধান্ত নেওয়ার সময়, আপনাকে নিম্নলিখিতগুলি বিবেচনা করতে হবে। একদিকে, একটি বিশেষ মূল্যায়ন পরিচালনা করার সময়, একটি নির্দিষ্ট কর্মচারীর কাজের অবস্থা পরীক্ষা এবং বিশ্লেষণ করা হয়। সর্বোপরি, একটি বিশেষ মূল্যায়নের উদ্দেশ্য হল কাজের সময় একটি নির্দিষ্ট কর্মক্ষেত্রে ক্ষতিকারক এবং বিপজ্জনক কারণগুলি চিহ্নিত করা। এটি কর্মচারী কর্মক্ষেত্রে ব্যবহার করে এমন উত্পাদন সরঞ্জাম, উপকরণ এবং কাঁচামাল বিবেচনা করে। অর্থাৎ, ক্ষতিকারক এবং বিপজ্জনক কারণগুলির সনাক্তকরণ কর্মক্ষেত্রে একজন ব্যক্তির উপস্থিতি অনুমান করে। এটি 28 ডিসেম্বর, 2013 নং 426-FZ এর নিবন্ধ এবং আইন থেকে অনুসরণ করে৷
কিন্তু, একই সময়ে, আপনি যদি অবিলম্বে স্টাফিং টেবিলে তালিকাভুক্ত চাকরির মূল্যায়ন না করেন কিন্তু এখনও শূন্য থাকে, তাহলে এই শূন্যপদগুলির জন্য কর্মচারীদের নিয়োগ করার সময় আপনাকে তা করতে হবে। অতএব, একটি বিশেষ কমিশনকে অবশ্যই সিদ্ধান্ত নিতে হবে যে প্রতিটি নির্দিষ্ট ক্ষেত্রে বিশেষ মূল্যায়নের জন্য মোট সংখ্যার মধ্যে নির্দিষ্ট কিছু চাকরি অন্তর্ভুক্ত করা হবে কিনা, বিবেচনার সুবিধা বিবেচনা করে। উদাহরণস্বরূপ, যদি স্টাফিং টেবিলে খালি চাকরি অন্তর্ভুক্ত থাকে যার জন্য তারা অদূর ভবিষ্যতে কর্মচারী নিয়োগের পরিকল্পনা করে, তাহলে বিশেষ মূল্যায়নের জন্য স্থানগুলির সংখ্যায় তাদের অন্তর্ভুক্ত করা বোধগম্য।
"" উত্তর থেকে 2019 এর প্রথম ত্রৈমাসিকের জন্য এইচআর অফিসারের প্রধান বিষয়গুলির জন্য প্রস্তুত পরিকল্পনা
নিবন্ধে পড়ুন: কেন একজন এইচআর ম্যানেজারকে অ্যাকাউন্টিং পরীক্ষা করতে হবে, জানুয়ারিতে নতুন প্রতিবেদন জমা দিতে হবে কিনা এবং 2019 সালে টাইমশিটের জন্য কোন কোড অনুমোদন করতে হবে
"পার্সোনেল বিজনেস" ম্যাগাজিনের সম্পাদকরা খুঁজে পেয়েছেন যে কর্মী অফিসারদের কোন অভ্যাসগুলি অনেক সময় নেয়, তবে প্রায় অকেজো। এবং তাদের মধ্যে কিছু এমনকি জিআইটি পরিদর্শককে বিভ্রান্তির কারণ হতে পারে।
GIT এবং Roskomnadzor-এর পরিদর্শকরা আমাদের বলেছেন যে চাকরির জন্য আবেদন করার সময় নতুনদের কোন অবস্থাতেই এখন কোন নথির প্রয়োজন হবে না। এই তালিকা থেকে নিশ্চয়ই আপনার কাছে কিছু কাগজপত্র আছে। আমরা একটি সম্পূর্ণ তালিকা সংকলন করেছি এবং প্রতিটি নিষিদ্ধ নথির জন্য একটি নিরাপদ প্রতিস্থাপন নির্বাচন করেছি।
আপনি যদি ছুটির দিন দেরীতে বেতন দেন, তাহলে কোম্পানিকে 50,000 রুবেল জরিমানা করা হবে। ছাঁটাইয়ের জন্য নোটিশের সময়কাল কমপক্ষে একদিন কমিয়ে দিন - আদালত কর্মচারীকে কর্মক্ষেত্রে পুনর্বহাল করবে। আমরা বিচারিক অনুশীলন অধ্যয়ন করেছি এবং আপনার জন্য নিরাপদ সুপারিশ প্রস্তুত করেছি।